Natürlich hat man eine höhere Wahrscheinlichkeit, dass man keinen Verzug drin hat, wenn man die Schienen am Stück verwendet. Aber, das kann man auch schaffen, selbst wenn man die Schienen am Stück verwendet. Da braucht es nur einen Versatz bei den Bohrlöchern und schon war's das mit der Genauigkeit.Moin,
ah - OK. Naja, ich hab da schon ganz böse Anfeindungen deswegen damals erleben müssen. Von Daher ist es echt mal gut was Positives zu Lesen...SUPI
Fräsen Eigenbau CNC-Fräse
- Ersteller des Themas MT-Nord
- Erstellungsdatum
MT-Nord
Mitglied
Da hast du absolut und vollkommen recht. Problem bei der Geschichte: Zu Anfang sieht man solche Fehler nicht. Bei Rundführungen kannst du selbst einen Höhenunterschied von 0,5mm nicht ausmachen, wenn du kein passendes Messwerkzeug hast. Mit einem herkömmlichen Messschieber schaut das beispielsweise schon sehr schlecht aus. In die Nut kommst du zum Messen nicht wirklich hinein (Innenmessung) - dafür sind zumeist die Messwangen viel zu kurz. Da brauchst dann einen Messschieber, mit dem du auf der langen Wange sowohl innen als auch außen messen kannst. Wie ich das gelöst habe, siehst du aber später noch...
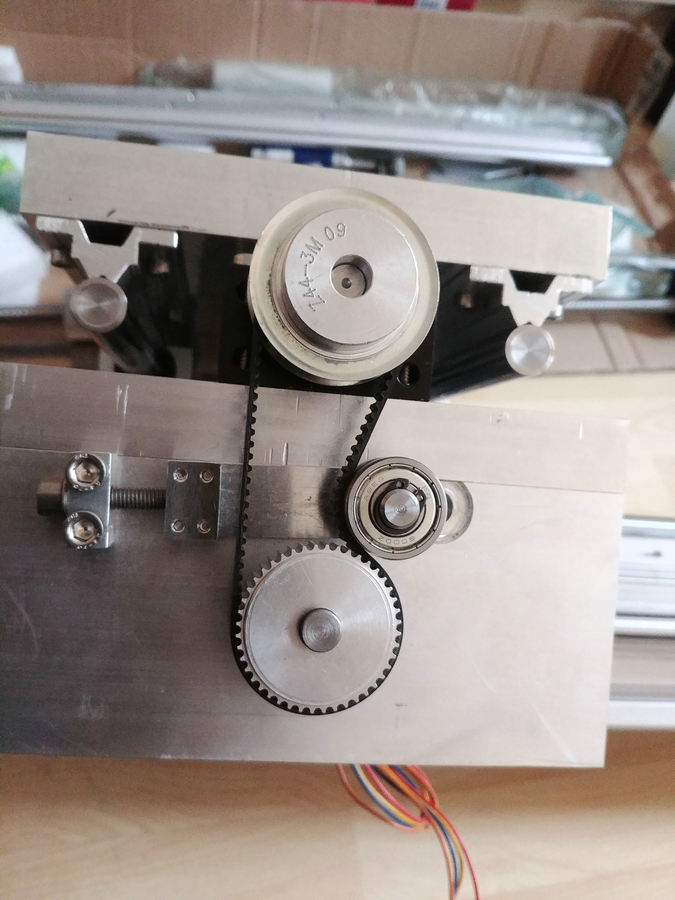
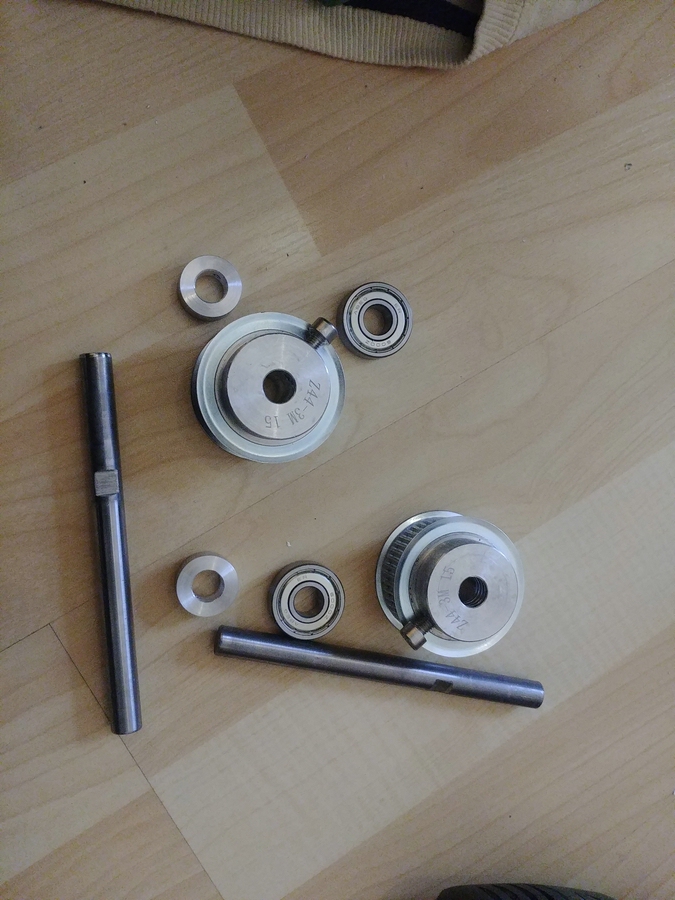
Die Zahnriemenscheiben. Allesamt waren nur gekörnt, aber nicht gebohrt. Also - ab auf die Drehbank, erst vorbohren und dann mit dem Mikro-Gewindestahl vorsichtig auf das Passmaß 10,06mm ausgedreht.

Der Motorträger für die Y-Achse

Nema23 montiert...
Auf der Z-Achse ist nun alles beisammen. Die Riemenscheiben wurden aufgeschoben und fest angezogen. Dazu habe ich extra KEINE Madenschrauben verwendet, sondern kurze Zylinderkopfschrauben. Der Grund ist ganz einfach: Man bekommt einfach mehr Drehmoment auf das Gewinde. Die Scheibe darf sich auf gar keinen Fall lösen.
Der Zahnriemen ließ sich super spannen. Dazu musste ich allerdings noch einmal die Zuggabel austauschen - war zu lang. Habe sie einfach gegen die kurze Gabel von der Y-Achse getauscht - passte perfekt. Die Justierung funktioniert ebenfalls einwandfrei. Auf der Unterseite des Lagerzapfens sitzt eine Flachkopf-Inbusschraube. Diese wird zuerst angelöst, anschließend lässt sich der Schlitten über die Stellschrauben der Zuggabel verschieben. Danach nur wieder die Flachkopfschraube fest anziehen.
Dieses System kann übrigens auch auf andere Eigenkonstruktionen mit Riementrieb angewandt werden, beispielsweise in RC-Cars oder Haubensteuerungen bei Modellbooten.
Eng - aber es passt.

Montageblock, Zuggabel und Riemenscheibe sind installiert. Zwischen den Riemenscheiben findet keine Untersetzung statt - bedeutet das Übersetzungsverhältnis von Motor zu Kugelumlaufspindel beträgt 1:1.
Durch die großen Riemenscheiben ist mehr als ausreichend Torque gewährleistet - der Riemen springt so schnell nicht über.

Im CAD-Programm wurde der Verlauf des Riemens exakt genauso gezeichnet, wie er hier auf dem Bild zu sehen ist. Durch diese Umspanntechnik ergibt sich eine Nchspannuntersetzung von 2:1 - sprich 2mm Weg nachspannen gleichen 4mm Riemenlängung aus.
Allerdings würde ich dringend davon abraten, die Riemenscheiben direkt auf den Kugelumlaufspindeln zu montieren. Die Festlager sind für eine einseitige Belastung dieser Art nicht ausgelegt. Genau aus diesem Grund habe ich auch zusätzliche Rillenkugellager 6000Z in der Rückwand eingelassen. Sollten die Lager einmal verschleißen, brauche ich nur diese auszutauschen, ohne die ganze Kugelumlaufspindel ausbauen zu müssen.

Und auch hier: Wenn Fragen sind - einfach stellen.
LG - MTN
Die Zahnriemenscheiben. Allesamt waren nur gekörnt, aber nicht gebohrt. Also - ab auf die Drehbank, erst vorbohren und dann mit dem Mikro-Gewindestahl vorsichtig auf das Passmaß 10,06mm ausgedreht.
Der Motorträger für die Y-Achse
Nema23 montiert...
Auf der Z-Achse ist nun alles beisammen. Die Riemenscheiben wurden aufgeschoben und fest angezogen. Dazu habe ich extra KEINE Madenschrauben verwendet, sondern kurze Zylinderkopfschrauben. Der Grund ist ganz einfach: Man bekommt einfach mehr Drehmoment auf das Gewinde. Die Scheibe darf sich auf gar keinen Fall lösen.
Der Zahnriemen ließ sich super spannen. Dazu musste ich allerdings noch einmal die Zuggabel austauschen - war zu lang. Habe sie einfach gegen die kurze Gabel von der Y-Achse getauscht - passte perfekt. Die Justierung funktioniert ebenfalls einwandfrei. Auf der Unterseite des Lagerzapfens sitzt eine Flachkopf-Inbusschraube. Diese wird zuerst angelöst, anschließend lässt sich der Schlitten über die Stellschrauben der Zuggabel verschieben. Danach nur wieder die Flachkopfschraube fest anziehen.
Dieses System kann übrigens auch auf andere Eigenkonstruktionen mit Riementrieb angewandt werden, beispielsweise in RC-Cars oder Haubensteuerungen bei Modellbooten.
Eng - aber es passt
.
Montageblock, Zuggabel und Riemenscheibe sind installiert. Zwischen den Riemenscheiben findet keine Untersetzung statt - bedeutet das Übersetzungsverhältnis von Motor zu Kugelumlaufspindel beträgt 1:1.
Durch die großen Riemenscheiben ist mehr als ausreichend Torque gewährleistet - der Riemen springt so schnell nicht über
.
Im CAD-Programm wurde der Verlauf des Riemens exakt genauso gezeichnet, wie er hier auf dem Bild zu sehen ist. Durch diese Umspanntechnik ergibt sich eine Nchspannuntersetzung von 2:1 - sprich 2mm Weg nachspannen gleichen 4mm Riemenlängung aus.
Allerdings würde ich dringend davon abraten, die Riemenscheiben direkt auf den Kugelumlaufspindeln zu montieren. Die Festlager sind für eine einseitige Belastung dieser Art nicht ausgelegt. Genau aus diesem Grund habe ich auch zusätzliche Rillenkugellager 6000Z in der Rückwand eingelassen. Sollten die Lager einmal verschleißen, brauche ich nur diese auszutauschen, ohne die ganze Kugelumlaufspindel ausbauen zu müssen.
Und auch hier: Wenn Fragen sind - einfach stellen.
LG - MTN
MT-Nord
Mitglied
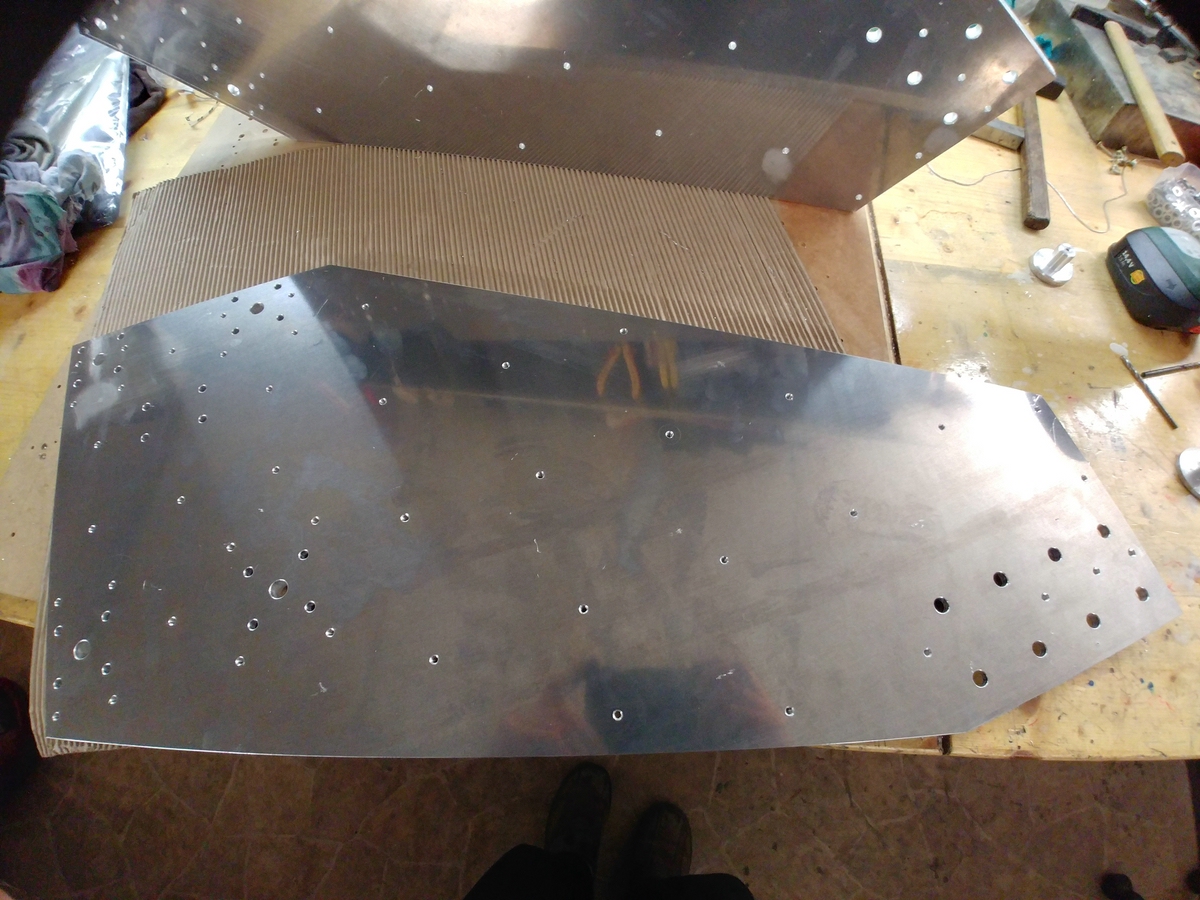
Aus 12mm Aluminium werden nun die Seitenwangen angefertigt. Nicht täuschen lassen - eine Wange ist über 450mm hoch.

Sämtliche Bohrungen sind von der Maschine vorgefertigt und anschließend - soweit notwendig - nur noch durchgebohrt worden. Eine Wange besteht aus 2 Stück 12mm-Platten, die mit M5-Schrauben aufeinander gesetzt werden müssen.
Ob dabei Späne anfallen?
Das ist ein handelsüblicher Maurereimer...

Die Platten aufgedoppelt: 24mm feinstes hochfestes Aluminium!!! Da vibriert so schnell nix.

Na dann mal schauen, welche Figur die Wange am Rahmen so macht...

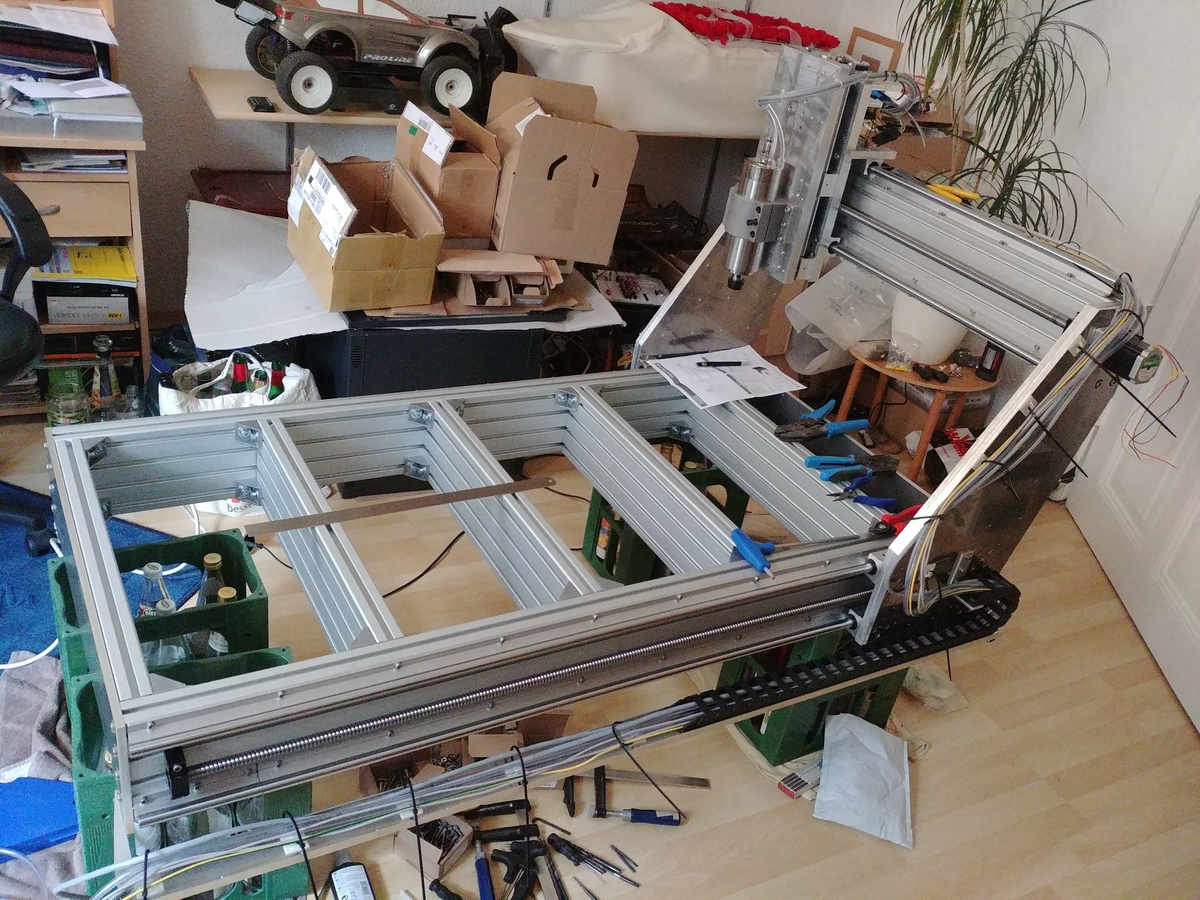
Nachdem dann auch endlich die 2te Doppelwange ausgefräst war, konnte der Portalbalken zwischen den Wangen eingesetzt werden. Je Seite 8 Stück M8x40mm halten den Balken fest an Ort und Stelle.

Die Montage der unteren Linearführung war hier recht einfach:
Brauchte diese nur in die Buchsen einführen, das Portal ganz nach hinten schieben. die Schiene dort mit Schraubzwingen fixieren, das Portal nach vorn rollen, dort ebenfalls mit Zwingen befestigen und dann zur Sicherheit noch einmal zurück rollen. Dann die Bohrungen setzen, Gewinde rein, Schraube durch, fest anziehen - fertsch...
Sämtliche Bohrungen sind von der Maschine vorgefertigt und anschließend - soweit notwendig - nur noch durchgebohrt worden. Eine Wange besteht aus 2 Stück 12mm-Platten, die mit M5-Schrauben aufeinander gesetzt werden müssen.
Ob dabei Späne anfallen?
Das ist ein handelsüblicher Maurereimer...
Die Platten aufgedoppelt: 24mm feinstes hochfestes Aluminium!!! Da vibriert so schnell nix.
Na dann mal schauen, welche Figur die Wange am Rahmen so macht...
Nachdem dann auch endlich die 2te Doppelwange ausgefräst war, konnte der Portalbalken zwischen den Wangen eingesetzt werden. Je Seite 8 Stück M8x40mm halten den Balken fest an Ort und Stelle.
Die Montage der unteren Linearführung war hier recht einfach:
Brauchte diese nur in die Buchsen einführen, das Portal ganz nach hinten schieben. die Schiene dort mit Schraubzwingen fixieren, das Portal nach vorn rollen, dort ebenfalls mit Zwingen befestigen und dann zur Sicherheit noch einmal zurück rollen. Dann die Bohrungen setzen, Gewinde rein, Schraube durch, fest anziehen - fertsch...
MT-Nord
Mitglied
Ein direkter Blick auf die Linearführungen...

Auch wenn man es sich nur schwer vorstellen kann, aber das Aufsetzen der des X-/Z-Schlittens war ein echter Kraftakt. Immerhin wiegt die Einheit - bestehend aus Kreuzplatte, Linear- und Vorschubeinheit, Buchsen und Spindelträger mal eben schlappe 25kg...

Dafür schaut sie echt geil aus. Die meisten haben oben drauf den Steppermotor kopfüber montiert. Klar - um die Reibung zu minimieren, ist das die bessere Wahl. Wenn es jedoch darum geht, die Bauhöhe auf ein Minimum zu reduzieren - naja...
Zusätzlich hätte man auf der Maschine noch Platz für Aufbauten.
 #
#
Das Portal lässt sich MEGA EINFACH bewegen. Einmal angestoßen rollt es quasi von selbst bis zum Ende - muss man aufpassen, dass das Portal nicht von den Schienen rutscht. Wäre echt böse und das Laminat würde diesen Crash auch zu 120% nicht überleben.
Durch das Gewicht des Portals muten die Maschine aber bereits eine enorme Stabilität an, welche man mit einer Stepcraft oder vergleichbaren Maschinen bis 3.000€ keinesfalls wiederfinden würde.

Auch wenn man es sich nur schwer vorstellen kann, aber das Aufsetzen der des X-/Z-Schlittens war ein echter Kraftakt. Immerhin wiegt die Einheit - bestehend aus Kreuzplatte, Linear- und Vorschubeinheit, Buchsen und Spindelträger mal eben schlappe 25kg...
Dafür schaut sie echt geil aus
. Die meisten haben oben drauf den Steppermotor kopfüber montiert. Klar - um die Reibung zu minimieren, ist das die bessere Wahl. Wenn es jedoch darum geht, die Bauhöhe auf ein Minimum zu reduzieren - naja... Zusätzlich hätte man auf der Maschine noch Platz für Aufbauten.
Das Portal lässt sich MEGA EINFACH bewegen. Einmal angestoßen rollt es quasi von selbst bis zum Ende - muss man aufpassen, dass das Portal nicht von den Schienen rutscht. Wäre echt böse und das Laminat würde diesen Crash auch zu 120% nicht überleben.
Durch das Gewicht des Portals muten die Maschine aber bereits eine enorme Stabilität an, welche man mit einer Stepcraft oder vergleichbaren Maschinen bis 3.000€ keinesfalls wiederfinden würde.
MT-Nord
Mitglied
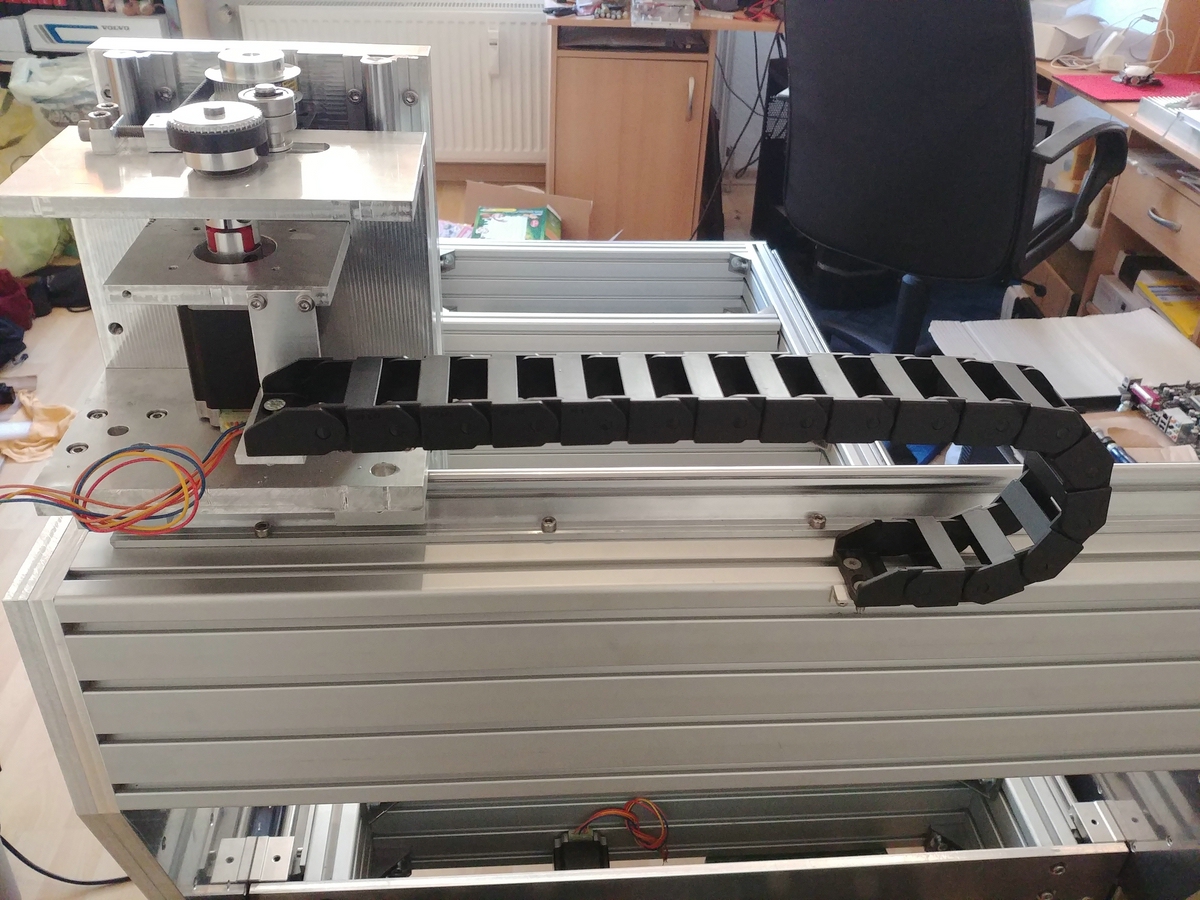
Zur Maschine gesellen sich ein paar Freihand-Teile, die ich im CAD nicht extra eingezeichnet hatte. Darunter die Aufhängung der Energiekette und die Kette selbst.
Ein stabiler 3mm starker Aluminiumwinkel wurde zu diesem Zweck abgelängt und mit den entsprechenden Bohrungen versehen.
Die Energiekette musste abgelängt und aufgelegt werden. Aus meiner Zeit als Maschinenbauer kannte ich noch die Formel:
Kettenlänge = Halber Fahrweg + Halber Umfang Biegeradius + Kettenenden. Hat soweit gestimmt.
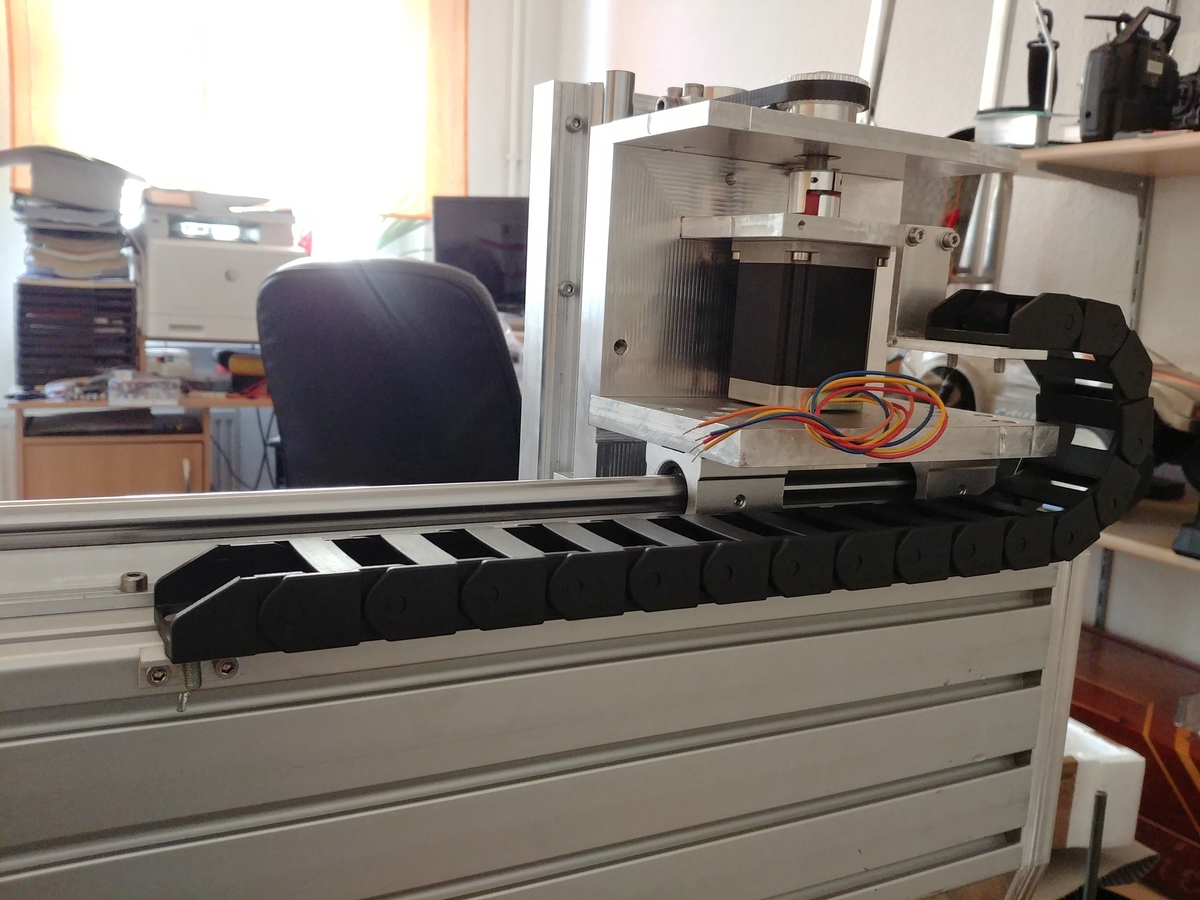
Ein Kettenglied sollte immer liegen bleiben, damit die Kette, wenn sie später doch mal ein wenig durchhängt, nicht überspannt wird.
Auf dem Querträger des X-Portalschlittens ist unterhalb der Kette noch eine Bohrung. Diese war ursprünglich noch für den induktiven Endschalter gedacht. Durch die Position der Kette war das dann allerdings hinfällig. Die Portalbalkenbreite war so ideal, dass ich die Kette direkt auf ihr führen konnte.
LG - MTN
Ein stabiler 3mm starker Aluminiumwinkel wurde zu diesem Zweck abgelängt und mit den entsprechenden Bohrungen versehen.
Die Energiekette musste abgelängt und aufgelegt werden. Aus meiner Zeit als Maschinenbauer kannte ich noch die Formel:
Kettenlänge = Halber Fahrweg + Halber Umfang Biegeradius + Kettenenden. Hat soweit gestimmt
.
Ein Kettenglied sollte immer liegen bleiben, damit die Kette, wenn sie später doch mal ein wenig durchhängt, nicht überspannt wird.
Auf dem Querträger des X-Portalschlittens ist unterhalb der Kette noch eine Bohrung. Diese war ursprünglich noch für den induktiven Endschalter gedacht. Durch die Position der Kette war das dann allerdings hinfällig. Die Portalbalkenbreite war so ideal, dass ich die Kette direkt auf ihr führen konnte.
LG - MTN
MT-Nord
Mitglied
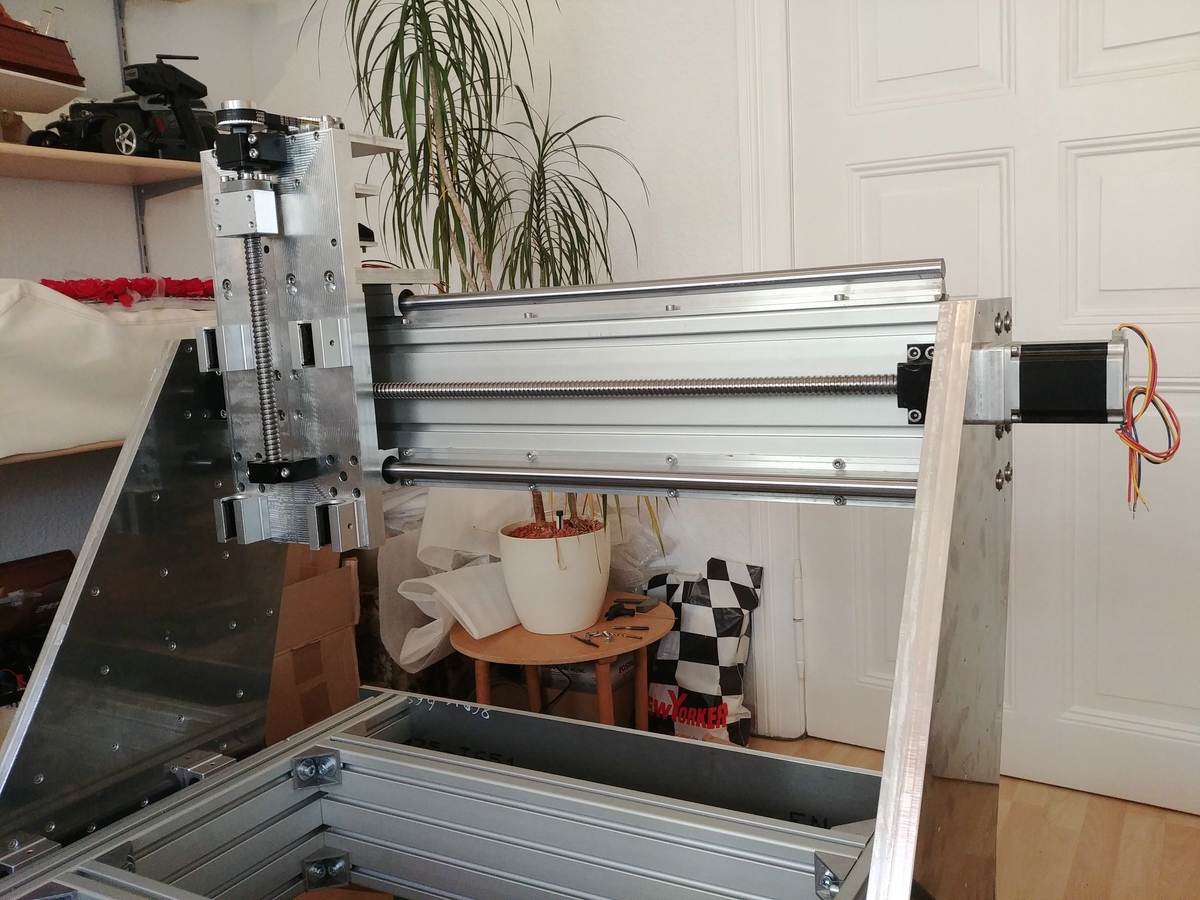
Nun kann auch die Kugelumlaufspindel mit Fest- und Loslagereinheit installiert werden. Dies war nun auch erst mit der Montage des Portals möglich.
Hierzu wurde eine Wange komplett gelöst und vom Balken weggefahren. Die 24mm Seitenwangen sind enorm stabil. Trotzdem "sackte" der Balken an dieser Stelle um ca. 4mm nach unten.

Für den Schrittmotor hatte ich passende Abstandshalter gefräst. Dann wurde der Stepper vormontiert und mitsamt Kupplung an die Spindel angeschlossen. Nach Vormontage der Festlagereinheit musste dann der gesamte X-/Z-Schlitten händisch auf die andere Seite gekurbelt werden. Bei einem Verfahrweg von 595mm und einer Steigung von 5mm bedeutet das stolze 119 mal Finger brechen...
Dann war es aber geschafft: Das Loslager konnte befestigt werden, und auch die Seitenwange wurde wieder montiert. Nun begann die Installation der seitlichen Kugelumlaufspindeln. Bei über 1250mm Länge hat man wirklich Schiss, dass sich die Dinger durch die einseitige Belastung verziehen und unwuchtig werden könnten - aber es ging alles gut.
Die Enden der KUS wurden an den Lagereinheiten mit Schraubzwingen fixiert, das Portal auf die entsprechende Position bewegt und dann nur noch die Positionen nachkorrigiert, um Spannungen zu vermeiden.
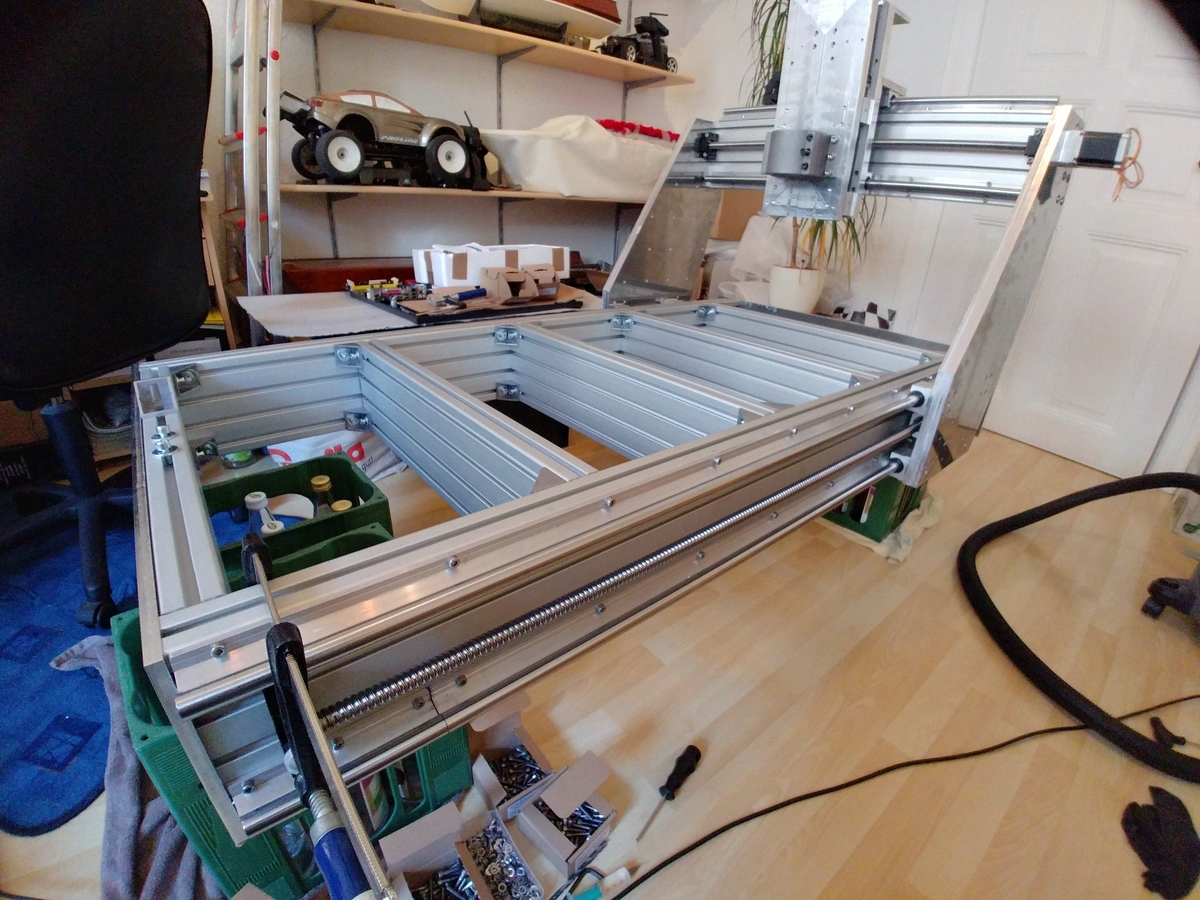
Aber - bei 1250mm Spindellänge bzw. einem Verfahrweg von 1165mm müsste ich die Spindel ganze 233 mal mit der Hand durchdrehen - meist schafft man eh nur eine halbe Umdrehung, also ist man locker 450 mal am Kurbeln.
Ich bin nun nicht die hellste Birne in der Fassung, aber wenn es um Arbeitserleichterung geht, weiß ich meine Werkzeuge gut einzusetzen.
Darum - Akkuschräuber frei....
Das Teil habe ich mit einer 10f7-Welle direkt auf die Kupplung geflanscht. Eine 10h7-Welle passte seltsamerweise nicht in die Bohrung der Kupplung.
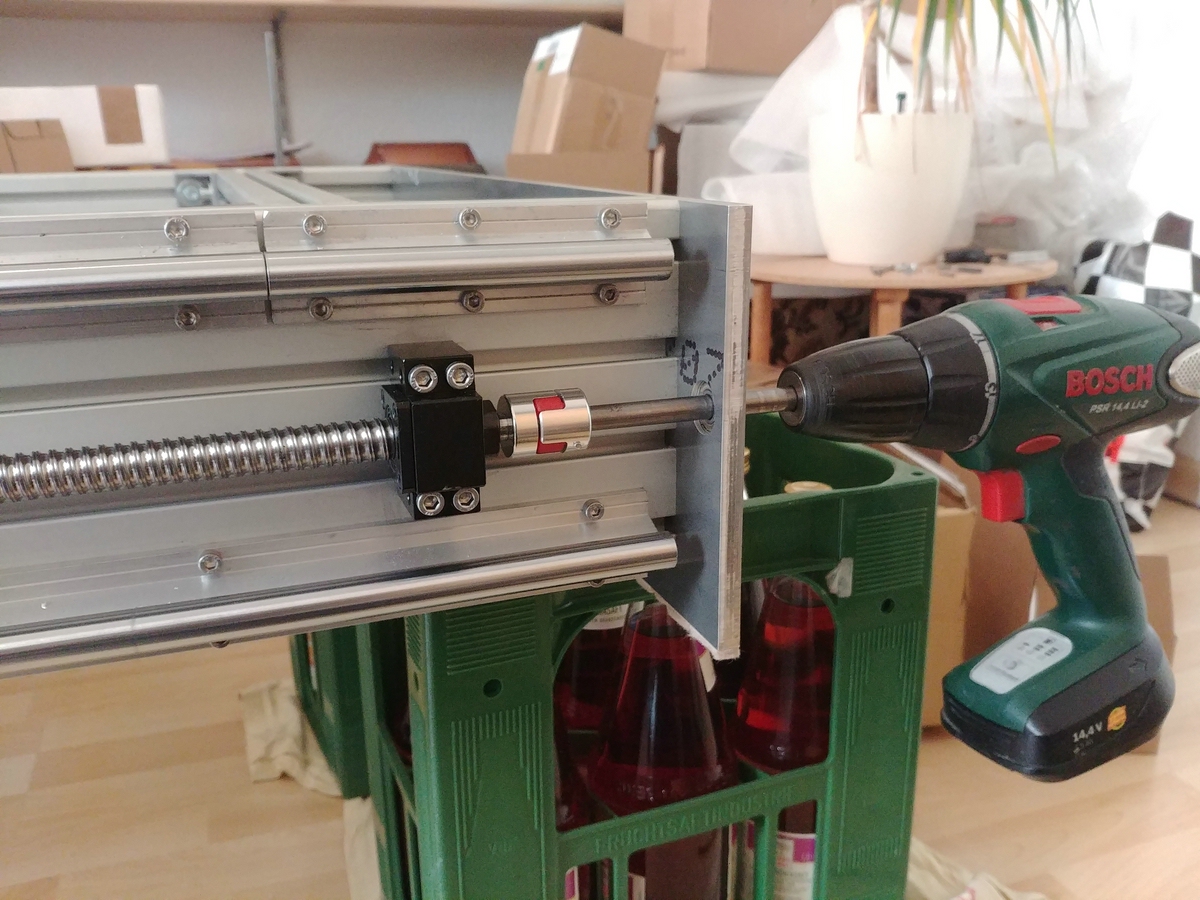
Ich muss dazu sagen: An Stellen wie diesen kommt so der echte Männer-Spieltrieb durch - und jeder von euch kennt das mit Sicherheit. Hab mich selbst oft genug dabei ertappt, wie ich den kompletten Akku des Akkuschräubär's leergenuddelt habe, einfach nur um das Portal hin und her zu gurken.
Ist aber auch sowas von ENDGEIL, den Aufbau einer solchen Maschine hautnah mitzuerleben...
Wer von euch auch so etwas mal in Planung hat - ich stehe euch gerne jederzeit zur Verfügung.
LG - MTN
Hierzu wurde eine Wange komplett gelöst und vom Balken weggefahren. Die 24mm Seitenwangen sind enorm stabil. Trotzdem "sackte" der Balken an dieser Stelle um ca. 4mm nach unten.
Für den Schrittmotor hatte ich passende Abstandshalter gefräst. Dann wurde der Stepper vormontiert und mitsamt Kupplung an die Spindel angeschlossen. Nach Vormontage der Festlagereinheit musste dann der gesamte X-/Z-Schlitten händisch auf die andere Seite gekurbelt werden. Bei einem Verfahrweg von 595mm und einer Steigung von 5mm bedeutet das stolze 119 mal Finger brechen...
Dann war es aber geschafft: Das Loslager konnte befestigt werden, und auch die Seitenwange wurde wieder montiert. Nun begann die Installation der seitlichen Kugelumlaufspindeln. Bei über 1250mm Länge hat man wirklich Schiss, dass sich die Dinger durch die einseitige Belastung verziehen und unwuchtig werden könnten - aber es ging alles gut.
Die Enden der KUS wurden an den Lagereinheiten mit Schraubzwingen fixiert, das Portal auf die entsprechende Position bewegt und dann nur noch die Positionen nachkorrigiert, um Spannungen zu vermeiden.
Aber - bei 1250mm Spindellänge bzw. einem Verfahrweg von 1165mm müsste ich die Spindel ganze 233 mal mit der Hand durchdrehen - meist schafft man eh nur eine halbe Umdrehung, also ist man locker 450 mal am Kurbeln.
Ich bin nun nicht die hellste Birne in der Fassung, aber wenn es um Arbeitserleichterung geht, weiß ich meine Werkzeuge gut einzusetzen
. Darum - Akkuschräuber frei....
Das Teil habe ich mit einer 10f7-Welle direkt auf die Kupplung geflanscht. Eine 10h7-Welle passte seltsamerweise nicht in die Bohrung der Kupplung.
Ich muss dazu sagen: An Stellen wie diesen kommt so der echte Männer-Spieltrieb durch - und jeder von euch kennt das mit Sicherheit. Hab mich selbst oft genug dabei ertappt, wie ich den kompletten Akku des Akkuschräubär's leergenuddelt habe, einfach nur um das Portal hin und her zu gurken.
Ist aber auch sowas von ENDGEIL, den Aufbau einer solchen Maschine hautnah mitzuerleben...
Wer von euch auch so etwas mal in Planung hat - ich stehe euch gerne jederzeit zur Verfügung.
LG - MTN
MT-Nord
Mitglied
Man mag es kaum glauben, aber der Bau der Fräse neigt sich schon langsam dem Ende.
Das Einziehen des Kabelbaumes war eine echte Herausforderung, dazu aber gleich noch ein wenig mehr.
Sämtliche Endschalter, Schrittmotoren und weitere Endgeräte sind mit KFZ-Steckern ausgestattet. Diese sind ausreichend stromfest und wasserdicht. Ebenso wurden sämtliche Bauteile geerdet bzw. jede Schrittmotorleitung mit einem eigenen Leitungsschirm versehen. Die Schirme wurden sowohl im Schaltschrank als auch an der Maschine aufgelegt.
Die 2.200Watt Hochfrequenz-Spindel hielt Einzug auf dem Z-Schlitten. Die Anschlusskabel und Kühlwasserschläuche wurden eingezogen. Sämtliche Bauteile wurden zusätzlich geerdet. Ohne Erdung können schnell lebensgefährliche Spannungen durch Reibung am Fräser erzeugt werden.
Hier sieht man auch sehr gut die Leitungsführung auf dem Portal, geführt durch Klebeanker und verzurrt mit Strapsen.

Für die Energiekette habe ich eigens eine Ablagerinne entworfen. Dazu wurden 12x12x2mm Alu-Winkelprofile seitlich an einem 2mm Alublechstreifen verschraubt. Damit das Ganze durch das Gewicht von Kette, Kabel, Schläuchen und Kühlmittel nicht durchhängt, wurde zusätzlich ein 20x30x2mm Alu-Rechteckrohr unter die Ablagerinne geschraubt.

Bereits im Vorfeld hatte ich für den PC ein komplett neues Gehäuse entworfen, gefräst und in Form gebogen. Dazu aber später noch mehr.
Nun war es daran, der Maschine Leben einzuhauchen. Da ich die Nase voll von der wirklich wirklich billigen Schrittmotor-Steuerung der Stepcraft hatte, welche die Motoren zu lautem Singen und Quaken animiert, entschied ich mich für die hochwertigste Kompakt-Schrittmotorensteuerung, die ich in Deutschland vom Markenhersteller "LEADSHINE" als Set mit Schrittmotoren kaufen konnte: Die MX3660. Und ich kann nur sagen - ein brachiales und mehr als geiles Gerät. Man muss sich zwar wirklich in die Materie einarbeiten, aber wenn man den Dreh erst einmal raus hat (bezüglich Auflegen der Anschlüsse), dann macht die Steuerung einfach nur Spaß, zumal sie bereits 6A-Endstufen mitbringt, die so leise arbeiten, dass man die Stepper eigentlich gar nicht mehr wahrnimmt.
Der Versuchsaufbau war problematisch. Da ich den Schaltschrank noch nicht fertig hatte, musste ich alles auf dem Boden verdrahten - und bei 230V sollte man schon genau wissen, was man da tut. ACHTUNG - HIER BESTEHT FÜR DEN LAIEN LEBENSGEFAHR!!!
Zu den beiden Netzteilen:
Das obere kleine ist ein 12V-Netzteil mit 120W. Es versorgt später lediglich ein paar Lüfter und ein Magnetventil, zu diesem Zeitpunkt aber die induktiven Endschalter.
Das untere "fette" Netzteil ist hingegen ein anderes Kaliber: 48V und 600 Watt - die 12,5A Ausgangsleistung reichen allemal für die 6A-Steppertreiber aus. Vielleicht kratzt sich der eine oder andere nun beim Nachrechnen ein wenig am Kopp: "Häh? 3 Stepper zu je 6A sind bei mir doch 18A!" - Stimmt rein rechnerisch, in der Praxis schaut das aber anders aus.
Die größtmögliche Belastung tritt in der Regel bei direkter Fahrt in eine Richtung auf. Liegen hier 6A an, werden die anderen Stepper meist nur mit einem geringen Haltestrom versorgt. Da meist nur 2 Achsen gleichzeitig arbeiten, können hier maximal 12A auftreten - und das auch nur kurzzeitig für wenige Sekunden. Irgendwann ist das Ende des Fahrweges ja erreicht und die Maschine ändert die Richtung, wodurch die Belastung wieder deutlich sinkt. Unterm strich werden Ströme über 12A maximal beim Anfahren der Achsen erreicht, die übrige Arbeitszeit ist es eher ausgeschlossen. Dahingehend ist die Leadshine MX3660 auch mit einem Überlastschutz ausgestattet, welcher die Maschine dann in den Not-Halt schickt.
An der MX3660 sind bis hierher lediglich die Stepper sowie die Induktivschalter angeschlossen.

Ich persönlich nutze die Software "Mach3". Habe ich mit "Laufen" gelernt und finde, es ist die beste, feature-reichste und einfachste Software auf dem Markt. Nachdem ich das Programm konfiguriert und sämtliche Parameter eingegeben hatte, lief die Maschine auch recht zügig los. Das Beste war die X-Achse. Diese lief so gut, dass ich den Antrieb mit bis zu 8.500mm/min laufen lassen konnte - das ist im Gegensatz zu den mickrigen 1.200mm/min der Stepcraft ein echter Quantensprung!!!
Probleme bereitete jedoch die Y-Achse aufgrund des schweren Portals. Der Nema23 mit seinen 1,65Nm war hier ziemlich heillos überfordert. Ich versuchte wirklich alles, kam aber mit keiner Einstellung über mehr als 2.500mm/min Fahrgeschwindigkeit. Zudem musste ich die Anfahrgeschwindigkeit so weit herunter setzen (ca. 80mm/min), dass die Maschine später nicht mehr in der Lage gewesen wäre, eine Ecke auch als Ecke zu fräsen - es wäre immer eine Rundung gewesen (außer mit der langsamen Präzisionsoption "Exact Stop").
So schaute ich im Netz und mir fiel ein super Angebot ins Auge: Ein Nagelneuer Nema34-Schrittmotor mit 6A, voll fetten 8,5Nm Drehmoment und einem unschlagbar günstigen Preis von gerade mal knapp 50€.
Da zur Montage allerdings die Rückplatte hätte erst neu gefräst werden müssen, war eine Montage zum derzeitigen Zeitpunkt leider nicht möglich. Die neue Maschine sollte sich die neue Rückplatte später selbst fräsen.
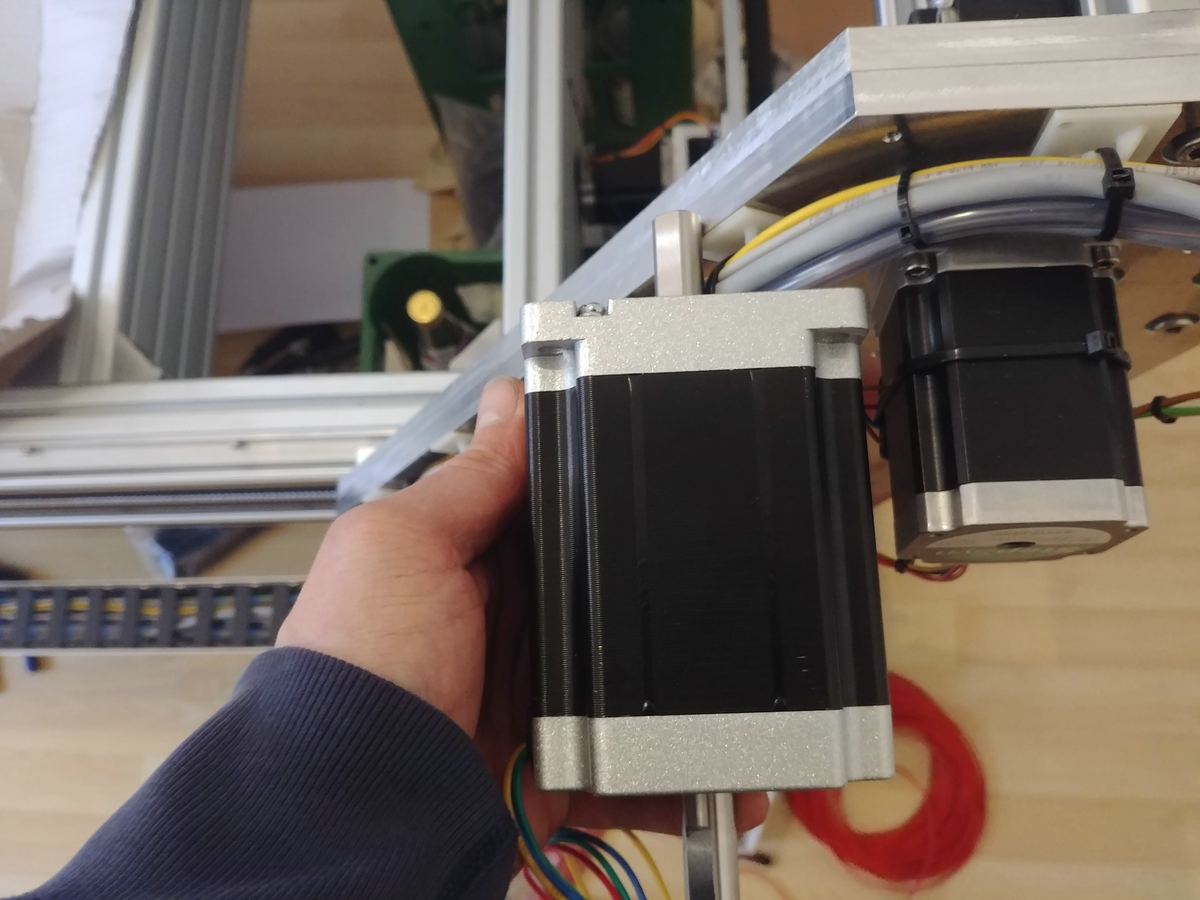
Auch wenn der installierte Stepper wenige Zentimeter unterhalb des neuen Nema34 sitzt - das Teil ist wirklich brachial groß, soll man nicht glauben. Ob der wirklich halten kann, was ich mir von ihm verspreche, wird sich erst noch zeigen.
LG - MTN
Das Einziehen des Kabelbaumes war eine echte Herausforderung, dazu aber gleich noch ein wenig mehr.
Sämtliche Endschalter, Schrittmotoren und weitere Endgeräte sind mit KFZ-Steckern ausgestattet. Diese sind ausreichend stromfest und wasserdicht. Ebenso wurden sämtliche Bauteile geerdet bzw. jede Schrittmotorleitung mit einem eigenen Leitungsschirm versehen. Die Schirme wurden sowohl im Schaltschrank als auch an der Maschine aufgelegt.
Die 2.200Watt Hochfrequenz-Spindel hielt Einzug auf dem Z-Schlitten. Die Anschlusskabel und Kühlwasserschläuche wurden eingezogen. Sämtliche Bauteile wurden zusätzlich geerdet. Ohne Erdung können schnell lebensgefährliche Spannungen durch Reibung am Fräser erzeugt werden.
Hier sieht man auch sehr gut die Leitungsführung auf dem Portal, geführt durch Klebeanker und verzurrt mit Strapsen
.
Für die Energiekette habe ich eigens eine Ablagerinne entworfen. Dazu wurden 12x12x2mm Alu-Winkelprofile seitlich an einem 2mm Alublechstreifen verschraubt. Damit das Ganze durch das Gewicht von Kette, Kabel, Schläuchen und Kühlmittel nicht durchhängt, wurde zusätzlich ein 20x30x2mm Alu-Rechteckrohr unter die Ablagerinne geschraubt.
Bereits im Vorfeld hatte ich für den PC ein komplett neues Gehäuse entworfen, gefräst und in Form gebogen. Dazu aber später noch mehr.
Nun war es daran, der Maschine Leben einzuhauchen. Da ich die Nase voll von der wirklich wirklich billigen Schrittmotor-Steuerung der Stepcraft hatte, welche die Motoren zu lautem Singen und Quaken animiert, entschied ich mich für die hochwertigste Kompakt-Schrittmotorensteuerung, die ich in Deutschland vom Markenhersteller "LEADSHINE" als Set mit Schrittmotoren kaufen konnte: Die MX3660. Und ich kann nur sagen - ein brachiales und mehr als geiles Gerät. Man muss sich zwar wirklich in die Materie einarbeiten, aber wenn man den Dreh erst einmal raus hat (bezüglich Auflegen der Anschlüsse), dann macht die Steuerung einfach nur Spaß, zumal sie bereits 6A-Endstufen mitbringt, die so leise arbeiten, dass man die Stepper eigentlich gar nicht mehr wahrnimmt.
Der Versuchsaufbau war problematisch. Da ich den Schaltschrank noch nicht fertig hatte, musste ich alles auf dem Boden verdrahten - und bei 230V sollte man schon genau wissen, was man da tut. ACHTUNG - HIER BESTEHT FÜR DEN LAIEN LEBENSGEFAHR!!!
Zu den beiden Netzteilen:
Das obere kleine ist ein 12V-Netzteil mit 120W. Es versorgt später lediglich ein paar Lüfter und ein Magnetventil, zu diesem Zeitpunkt aber die induktiven Endschalter.
Das untere "fette" Netzteil ist hingegen ein anderes Kaliber: 48V und 600 Watt - die 12,5A Ausgangsleistung reichen allemal für die 6A-Steppertreiber aus. Vielleicht kratzt sich der eine oder andere nun beim Nachrechnen ein wenig am Kopp: "Häh? 3 Stepper zu je 6A sind bei mir doch 18A!" - Stimmt rein rechnerisch, in der Praxis schaut das aber anders aus.
Die größtmögliche Belastung tritt in der Regel bei direkter Fahrt in eine Richtung auf. Liegen hier 6A an, werden die anderen Stepper meist nur mit einem geringen Haltestrom versorgt. Da meist nur 2 Achsen gleichzeitig arbeiten, können hier maximal 12A auftreten - und das auch nur kurzzeitig für wenige Sekunden. Irgendwann ist das Ende des Fahrweges ja erreicht und die Maschine ändert die Richtung, wodurch die Belastung wieder deutlich sinkt. Unterm strich werden Ströme über 12A maximal beim Anfahren der Achsen erreicht, die übrige Arbeitszeit ist es eher ausgeschlossen. Dahingehend ist die Leadshine MX3660 auch mit einem Überlastschutz ausgestattet, welcher die Maschine dann in den Not-Halt schickt.
An der MX3660 sind bis hierher lediglich die Stepper sowie die Induktivschalter angeschlossen.
Ich persönlich nutze die Software "Mach3". Habe ich mit "Laufen" gelernt und finde, es ist die beste, feature-reichste und einfachste Software auf dem Markt. Nachdem ich das Programm konfiguriert und sämtliche Parameter eingegeben hatte, lief die Maschine auch recht zügig los. Das Beste war die X-Achse. Diese lief so gut, dass ich den Antrieb mit bis zu 8.500mm/min laufen lassen konnte - das ist im Gegensatz zu den mickrigen 1.200mm/min der Stepcraft ein echter Quantensprung!!!
Probleme bereitete jedoch die Y-Achse aufgrund des schweren Portals. Der Nema23 mit seinen 1,65Nm war hier ziemlich heillos überfordert. Ich versuchte wirklich alles, kam aber mit keiner Einstellung über mehr als 2.500mm/min Fahrgeschwindigkeit. Zudem musste ich die Anfahrgeschwindigkeit so weit herunter setzen (ca. 80mm/min), dass die Maschine später nicht mehr in der Lage gewesen wäre, eine Ecke auch als Ecke zu fräsen - es wäre immer eine Rundung gewesen (außer mit der langsamen Präzisionsoption "Exact Stop").
So schaute ich im Netz und mir fiel ein super Angebot ins Auge: Ein Nagelneuer Nema34-Schrittmotor mit 6A, voll fetten 8,5Nm Drehmoment und einem unschlagbar günstigen Preis von gerade mal knapp 50€.
Da zur Montage allerdings die Rückplatte hätte erst neu gefräst werden müssen, war eine Montage zum derzeitigen Zeitpunkt leider nicht möglich. Die neue Maschine sollte sich die neue Rückplatte später selbst fräsen.
Auch wenn der installierte Stepper wenige Zentimeter unterhalb des neuen Nema34 sitzt - das Teil ist wirklich brachial groß, soll man nicht glauben. Ob der wirklich halten kann, was ich mir von ihm verspreche, wird sich erst noch zeigen.
LG - MTN
MT-Nord
Mitglied
Beim ersten Probelauf gab es dann die große Ernüchterung: Von den 6 bestellten induktiven Enschaltern (12-24V) funktionierten leider nur 2 Stück. Die restlichen waren Schrott. Da ich diese über Aliexpress gekauft hatte, standen meine Chancen zum Glück sehr gut. Der Verkäufer verlangte ein "Video", in welchem ich die "Nichtfunktion" der Endschalter demonstrieren sollte. Aber gut - wie demonstriert man, dass ein Schalter angeschlossen ist und nicht funktioniert? Aber OK - sei's drum. Der Aufwand trug Früchte und ich bekam mein Geld zum Glück wieder.
Also neue Endschalter gekauft. Die Zeit wurde langsam eng, weshalb ich in Deutschland bestellen musste - kostete natürlich mehr, aber von den bestellten Endschaltern funktionierten allesamt. Seltsam - rein optisch unterschieden diese sich kaum von den defekten Teilen...
Um die Maschine im Fehlerfall sicher anhalten zu können, fertigte ich eine Halterung für den Not-Aus-Taster. Dazu nahm ich ein U-Profil und setze an die Enden lediglich noch 2 Winkelprofile, sodass sich ein "C" ergab. Die Montagewinkel wurden demontiert, auf dem Standfuß/Frontblech befestigt und anschließend nur noch der Not-Aus wieder verschraubt. War ne Sache von ca. 20 Minuten.

Bei meinen Hin- und Herfahr-Spielereien zeigte sich schnell ein kleines Problem, welches ich so nicht bedacht hatte:
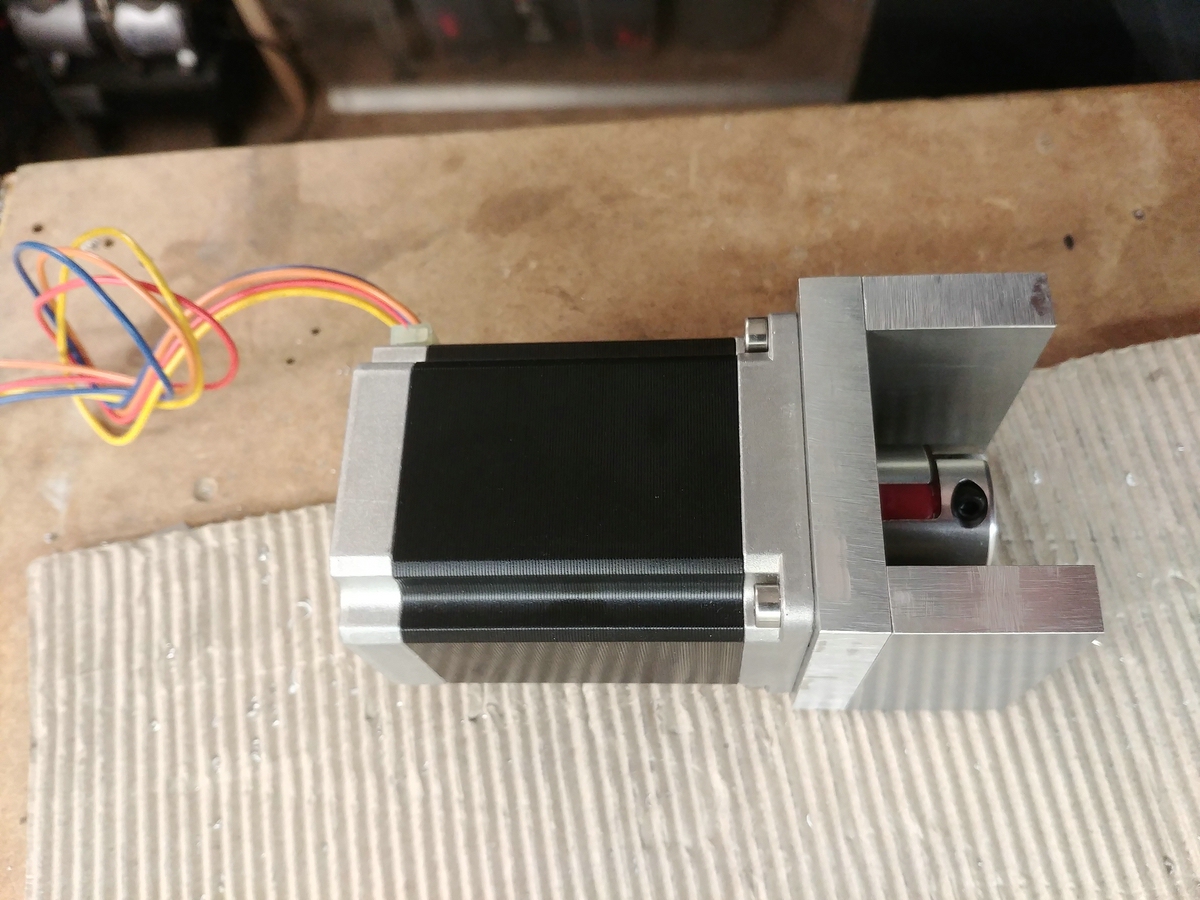
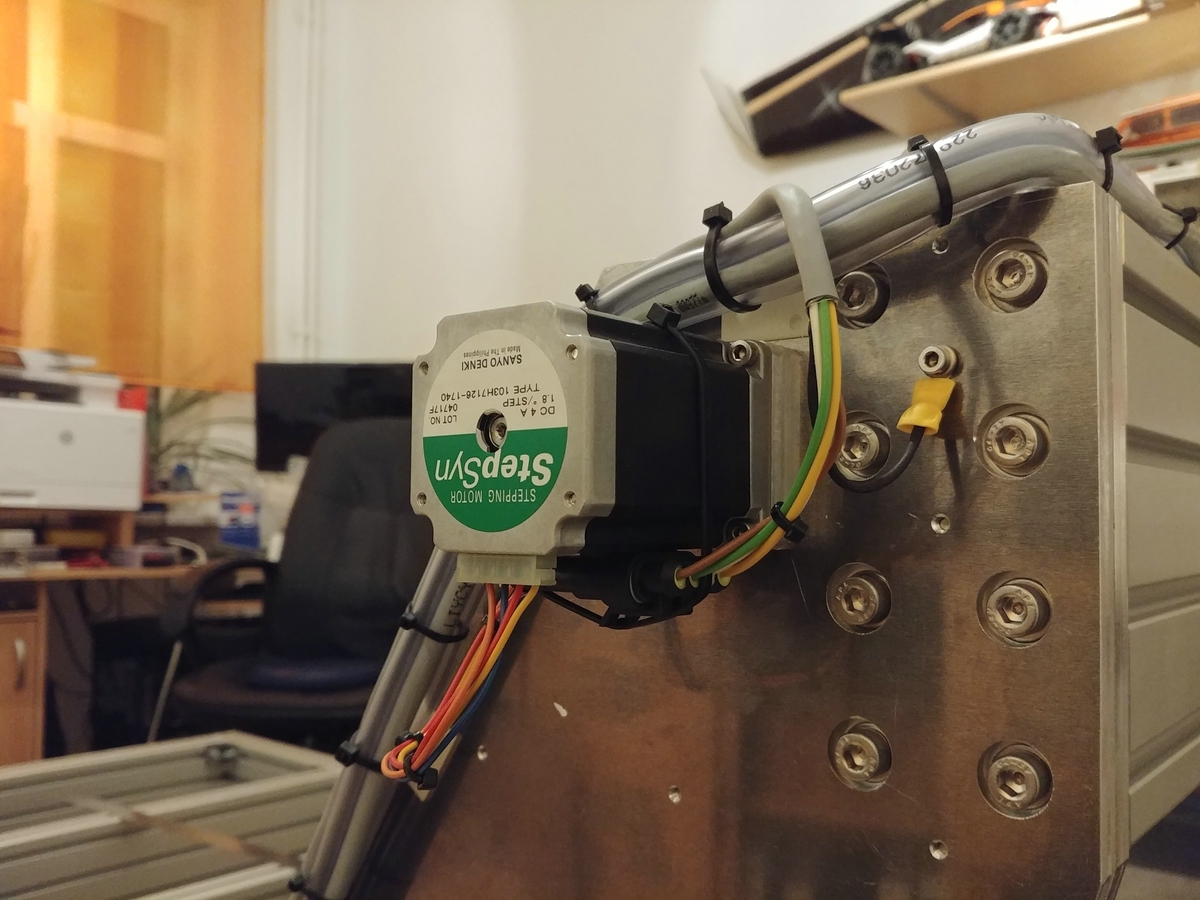
Durch die einseitige Belastung durch den Zahnriemen auf Rolle und Lager, wurde die Welle aus dem Lager und damit auch aus der Wellenkupplung gezogen. Um diesem entgegen zu wirken, drehte ich passgenaue Klemmringe, welche zusätzlich mit einer Madenschraube als Fixierung versehen waren. Die Wellen bekamen zudem eine Abflachung, damit der Klemmring auch an Ort und Stelle blieb. Selbstverständlich wurden alle Schrauben mit Loctite gesichert.
Bei der Montage steckte ich dann zunächst die Welle durch das Kugellager. Von der Rückseite wurde ein weiteres Kugellager auf die Welle geschoben, welches nun als Drucklager (minimale Druckkräfte) fungierte. Der Klemmring war im Durchmesser kleiner als der Außenring und hatte zusätzlich einen kleinen Bund, sodass der Kontakt zum stehenden Lagergehäuse vermieden wurde. Ans Ende dann noch die Kupplungsklaue der Wellenkupplung.
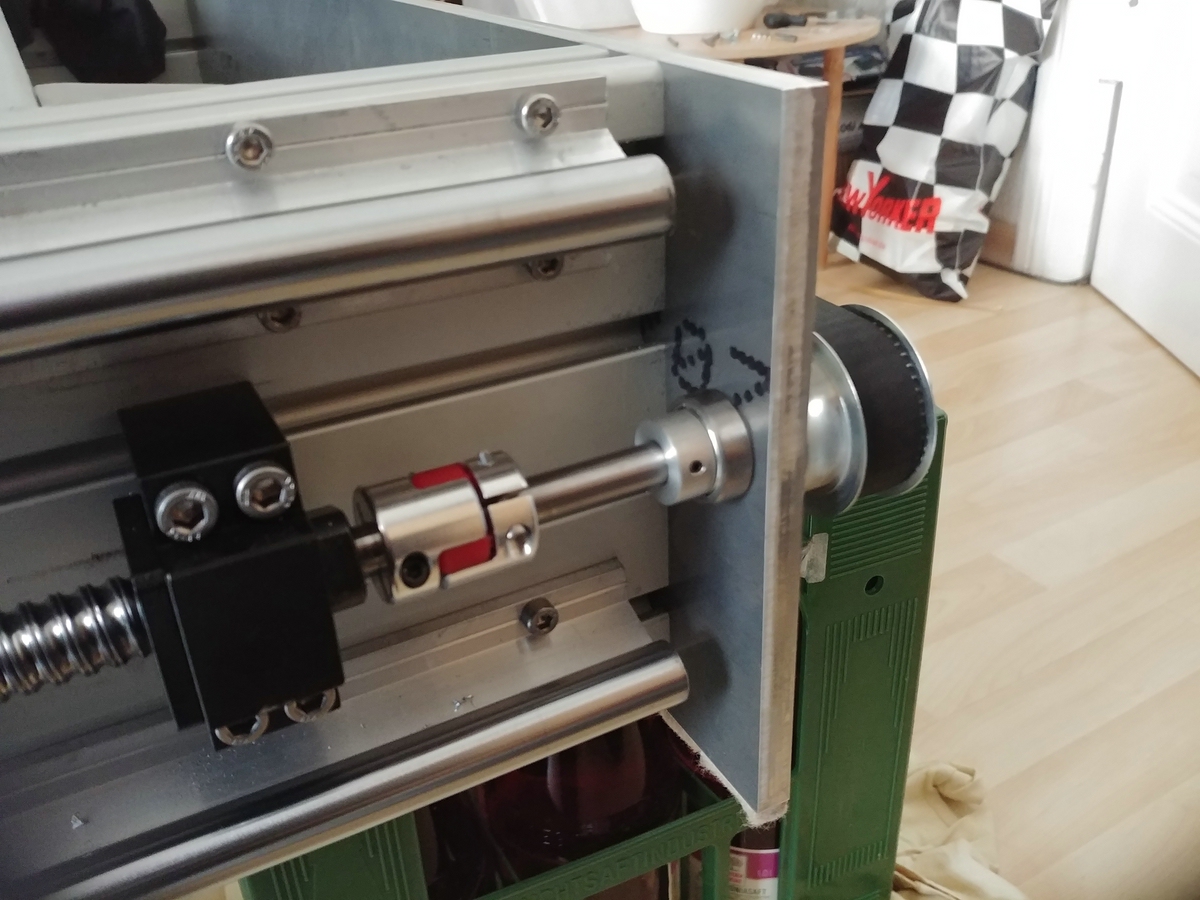
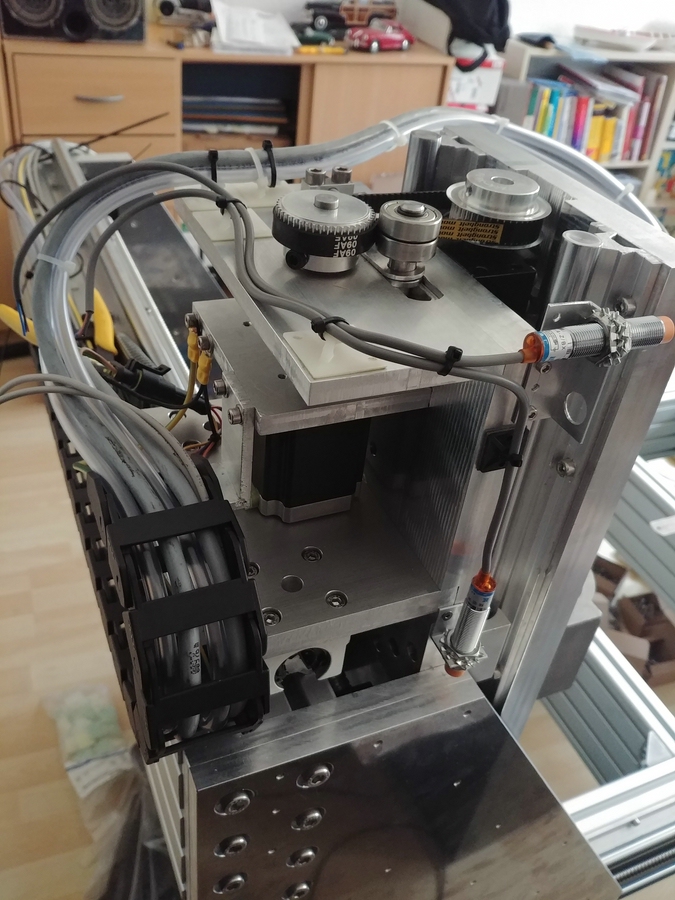
Und so schaut der montierte Y-Achsen-Antrieb nun aus. Ich hatte auch bereits mit dem Gedanken gespielt, die Wellen der äußeren Zahnriemenscheiben durch ein zusätzliches Lager noch einmal abzufangen, jedoch hätte dies auch wiederum mehr Reibung als nötig bedeutet.

Nun wird der Kabelbaum gebunden.
Nach und nach werden alle Kabel befestigt. Hier sind bereits die neuen Endschalter (orange Sensorkappe) installiert - müssen lediglich noch angeschlossen werden.
LG - MTN
Also neue Endschalter gekauft. Die Zeit wurde langsam eng, weshalb ich in Deutschland bestellen musste - kostete natürlich mehr, aber von den bestellten Endschaltern funktionierten allesamt. Seltsam - rein optisch unterschieden diese sich kaum von den defekten Teilen...
Um die Maschine im Fehlerfall sicher anhalten zu können, fertigte ich eine Halterung für den Not-Aus-Taster. Dazu nahm ich ein U-Profil und setze an die Enden lediglich noch 2 Winkelprofile, sodass sich ein "C" ergab. Die Montagewinkel wurden demontiert, auf dem Standfuß/Frontblech befestigt und anschließend nur noch der Not-Aus wieder verschraubt. War ne Sache von ca. 20 Minuten.
Bei meinen Hin- und Herfahr-Spielereien zeigte sich schnell ein kleines Problem, welches ich so nicht bedacht hatte:
Durch die einseitige Belastung durch den Zahnriemen auf Rolle und Lager, wurde die Welle aus dem Lager und damit auch aus der Wellenkupplung gezogen. Um diesem entgegen zu wirken, drehte ich passgenaue Klemmringe, welche zusätzlich mit einer Madenschraube als Fixierung versehen waren. Die Wellen bekamen zudem eine Abflachung, damit der Klemmring auch an Ort und Stelle blieb. Selbstverständlich wurden alle Schrauben mit Loctite gesichert
.
Bei der Montage steckte ich dann zunächst die Welle durch das Kugellager. Von der Rückseite wurde ein weiteres Kugellager auf die Welle geschoben, welches nun als Drucklager (minimale Druckkräfte) fungierte. Der Klemmring war im Durchmesser kleiner als der Außenring und hatte zusätzlich einen kleinen Bund, sodass der Kontakt zum stehenden Lagergehäuse vermieden wurde. Ans Ende dann noch die Kupplungsklaue der Wellenkupplung.
Und so schaut der montierte Y-Achsen-Antrieb nun aus. Ich hatte auch bereits mit dem Gedanken gespielt, die Wellen der äußeren Zahnriemenscheiben durch ein zusätzliches Lager noch einmal abzufangen, jedoch hätte dies auch wiederum mehr Reibung als nötig bedeutet.
Nun wird der Kabelbaum gebunden.
Nach und nach werden alle Kabel befestigt. Hier sind bereits die neuen Endschalter (orange Sensorkappe) installiert - müssen lediglich noch angeschlossen werden.
LG - MTN
MT-Nord
Mitglied
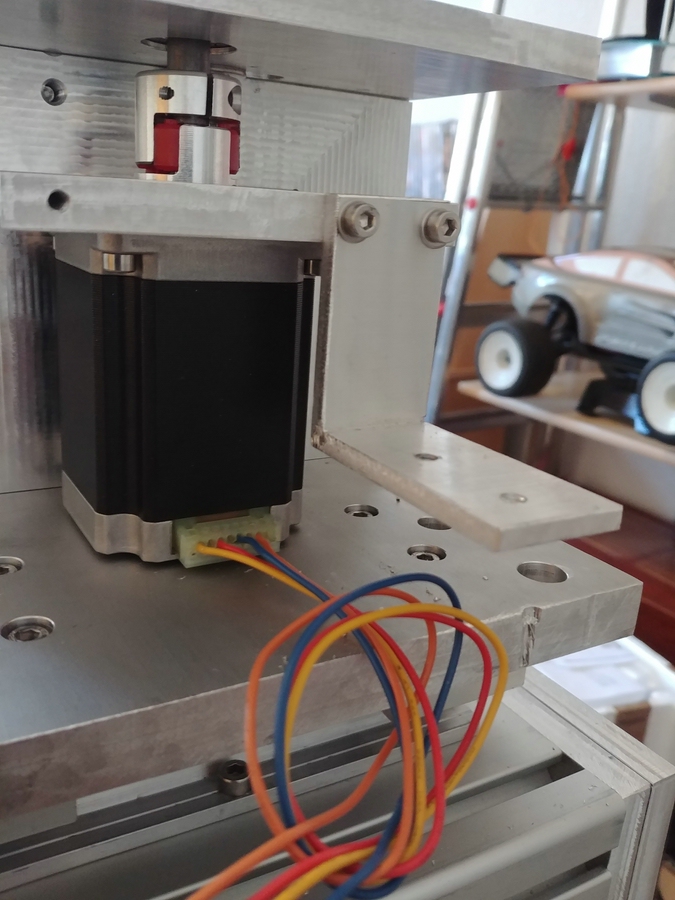
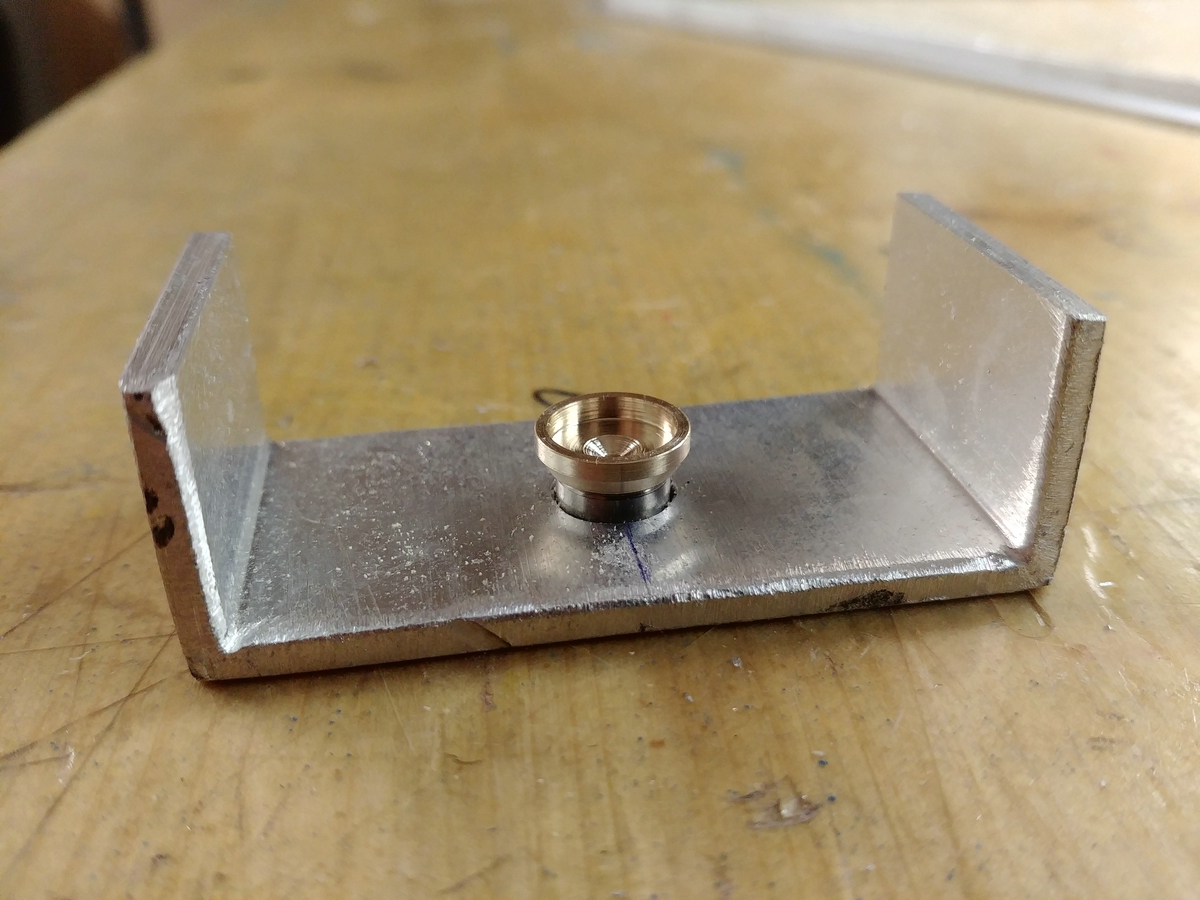
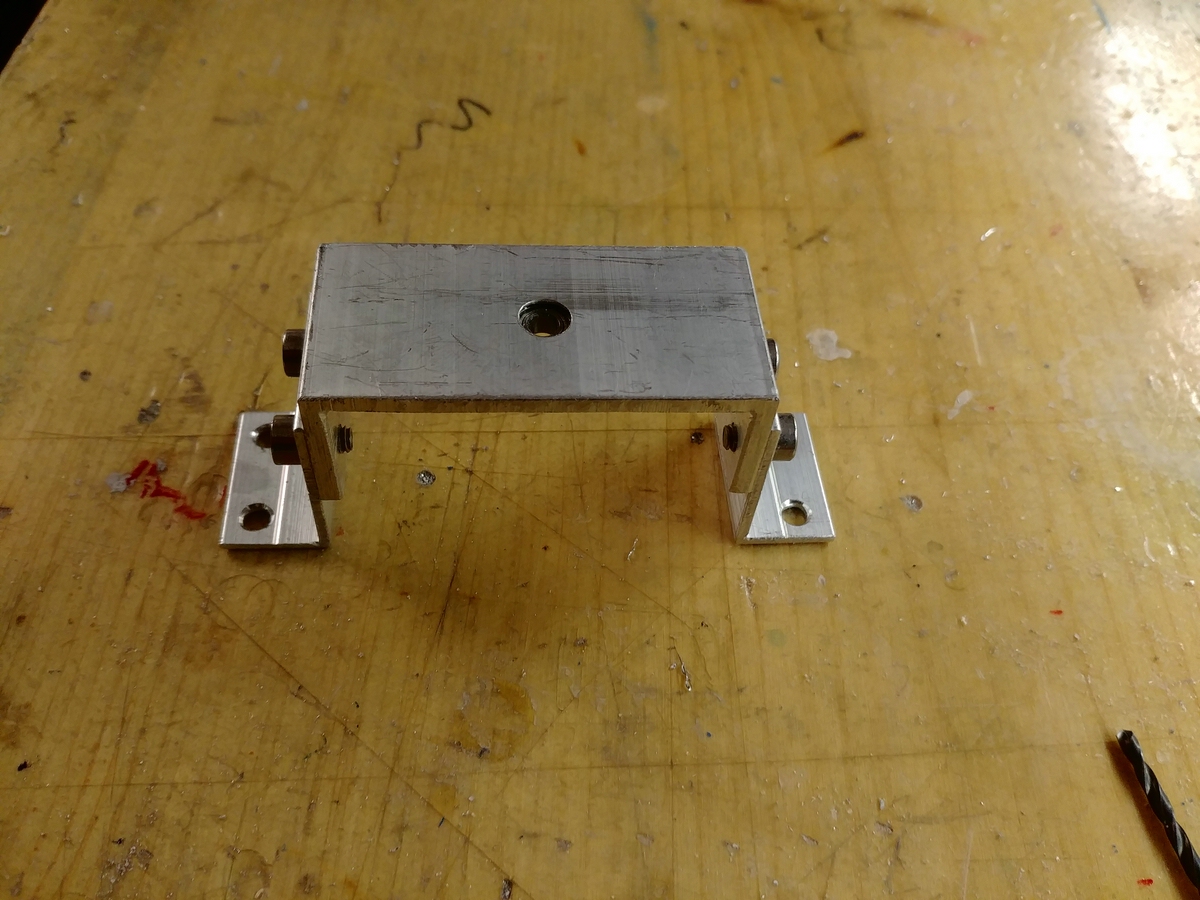
Weil sich auch die Welle des Z-Achsen-Antriebs oberhalb des Schrittmotors leider immer wieder von selbst heraus zog, musste ich auch hier ein wenig entgegen wirken. Hierzu fertigte ich zunächst einen Messingadapter.

Die Buchse hat einen Innendurchmesser von 10,1mm und einen Zapfendurchmesser von 5,95mm.

Ich habe mich bei der Fertigung des Niederhalters auf das Nötigste beschränkt und die Bohrung für das Kugellager kurzerhand mit einem Stufenbohrer eingearbeitet. Geht - und das Lager passt auch einwandfrei und fällt dabei nicht durch. Gut - hätte man auch fräsen können, wäre aber vom Aufwand her deutlich schlechter gewesen.
Der Adapterdorn wird einfach von oben in das Lager eingesetzt.
Nach Probe-Auflegen konnte ich die Höhe ermitteln und habe dementsprechend hohe Montagewinkel seitlich an den Niederhalter-Rahmen geschraubt.
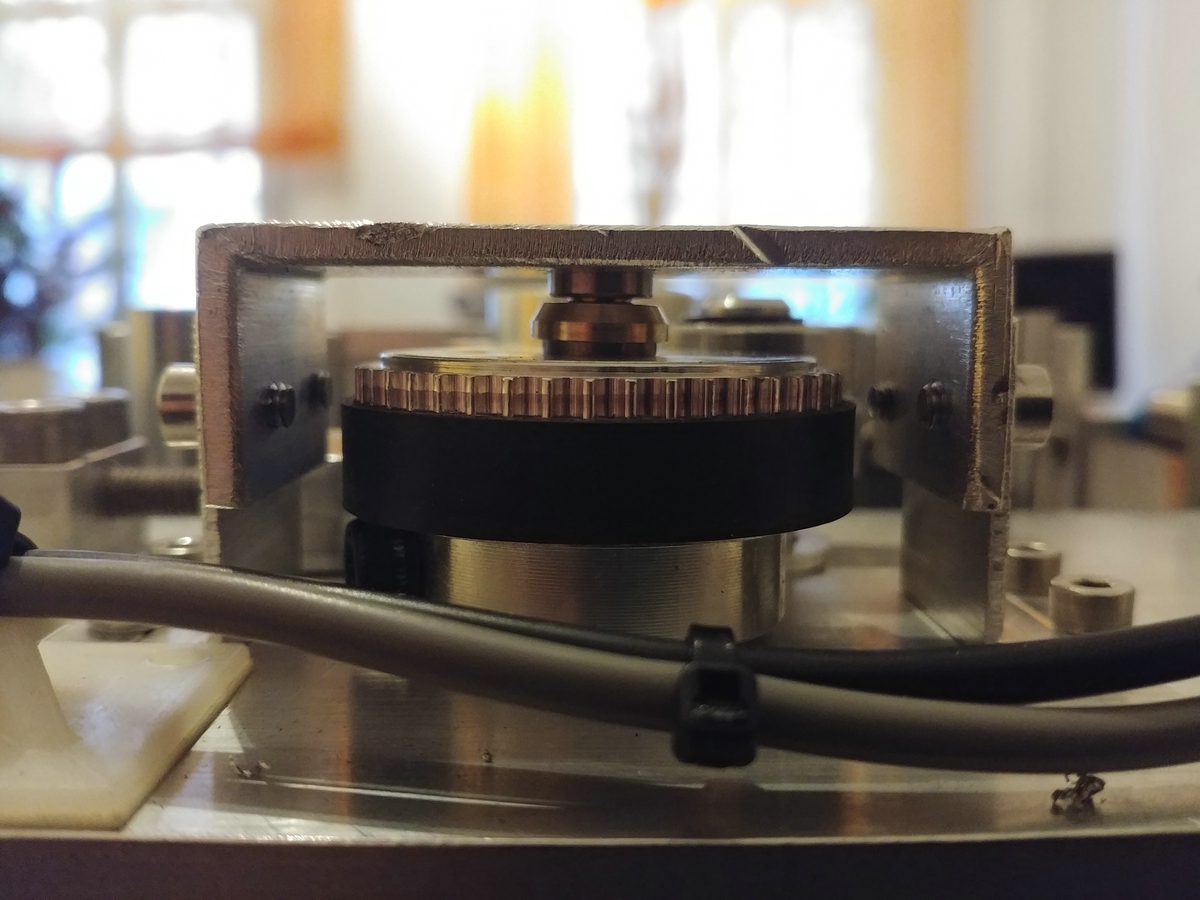
Dann wurde der Niederhalter auf der Welle installiert.
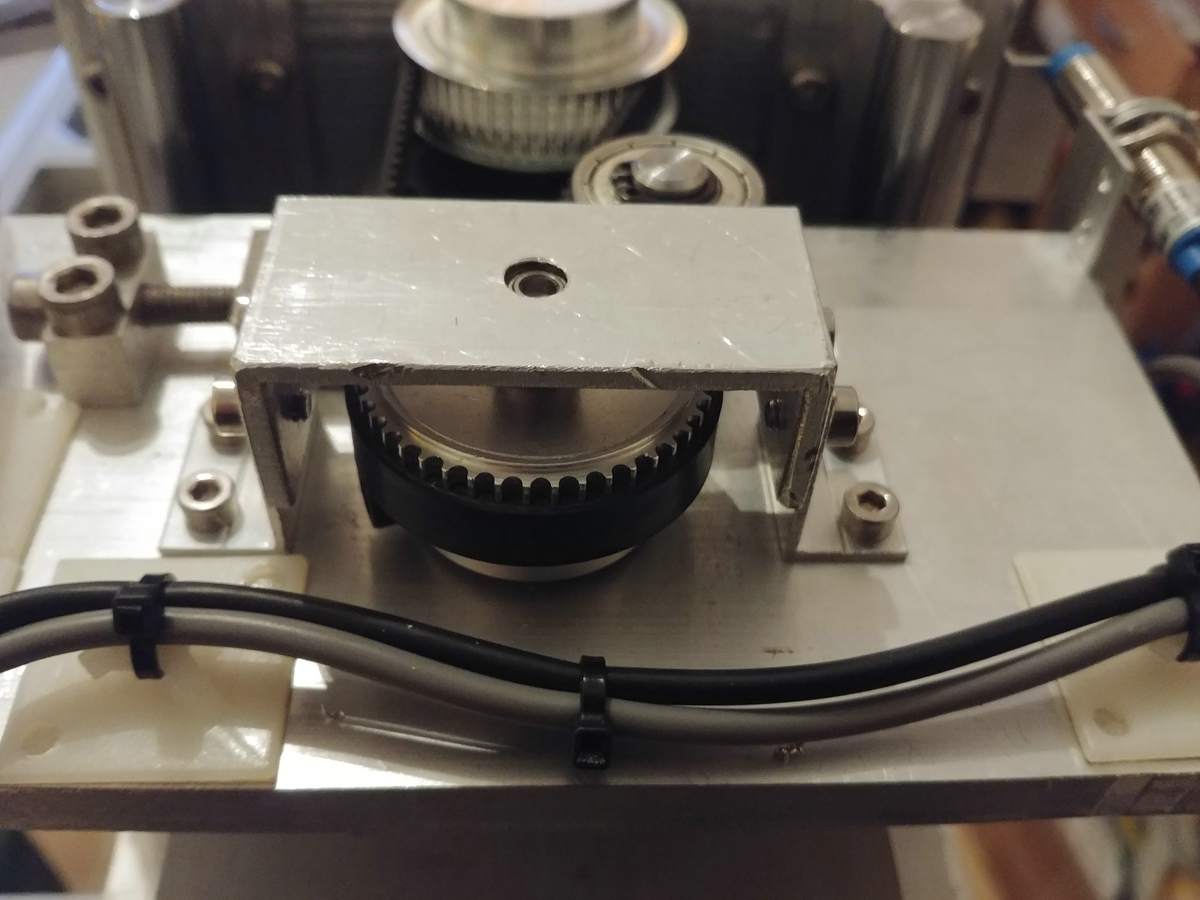
Das Teil funzt einwandfrei - so, wie man es sich wünscht. Die Welle wird nicht mehr nach oben getrieben.
LG - MTN
Die Buchse hat einen Innendurchmesser von 10,1mm und einen Zapfendurchmesser von 5,95mm.
Ich habe mich bei der Fertigung des Niederhalters auf das Nötigste beschränkt und die Bohrung für das Kugellager kurzerhand mit einem Stufenbohrer eingearbeitet. Geht - und das Lager passt auch einwandfrei und fällt dabei nicht durch. Gut - hätte man auch fräsen können, wäre aber vom Aufwand her deutlich schlechter gewesen.
Der Adapterdorn wird einfach von oben in das Lager eingesetzt.
Nach Probe-Auflegen konnte ich die Höhe ermitteln und habe dementsprechend hohe Montagewinkel seitlich an den Niederhalter-Rahmen geschraubt.
Dann wurde der Niederhalter auf der Welle installiert.
Das Teil funzt einwandfrei - so, wie man es sich wünscht. Die Welle wird nicht mehr nach oben getrieben.
LG - MTN
MT-Nord
Mitglied
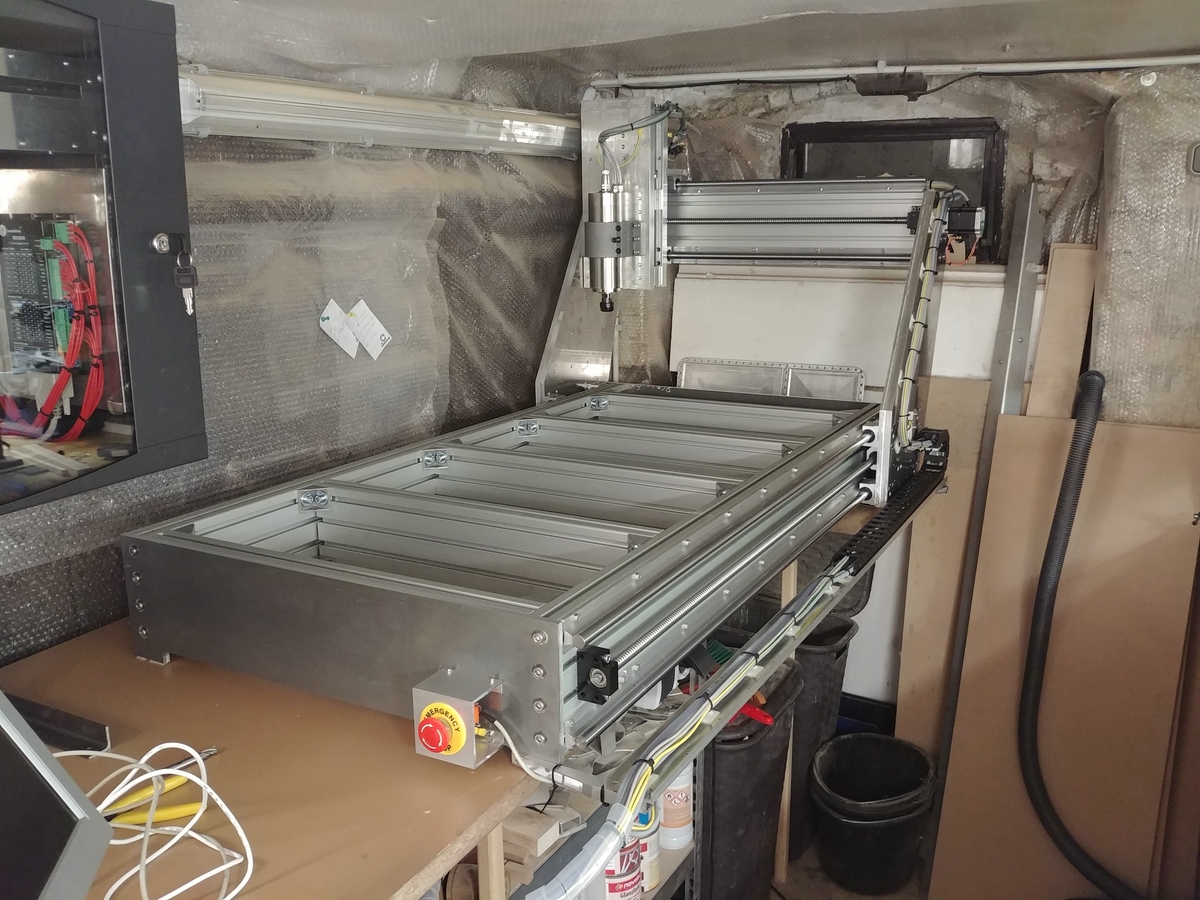
Mittlerweile steht die Maschine im Keller. Wie wurde in 2 Teilen herunter gebracht - allein vom Gewicht her war aber selbst dies ein 2-Mann-Kraftakt.
Hierzu wurden die seitlichen Verschraubungen der Spindelhülsen gelöst und danach das Portal ganz einfach von den Schienen gerollt.
Die Montage war hingegen etwas kniffeliger. Die Schienen hätten ein wenig verjüngt werden müssen, um das Aufschieben der Linearwägen zu erleichtern. Durch Verkantungen gingen dabei auch ein paar Kugeln aus den Linearlagern verloren - trotz 3-Mann-Einsatz.
Bei der nächsten Demontage werde ich deshalb auch die Linearwägen demontieren. Bei der Montage braucht dann lediglich noch das Portal angehoben werden - aber selbst dafür braucht es 2 Mann. Alleine hat man keine Chance.
Zur Endmontage wurden nun auch wieder alle Aggregate nebst Spindel installiert. Daneben auch eine nagelneue Minimalmengenschmierung (MMS) inkl. Schwanenhals.
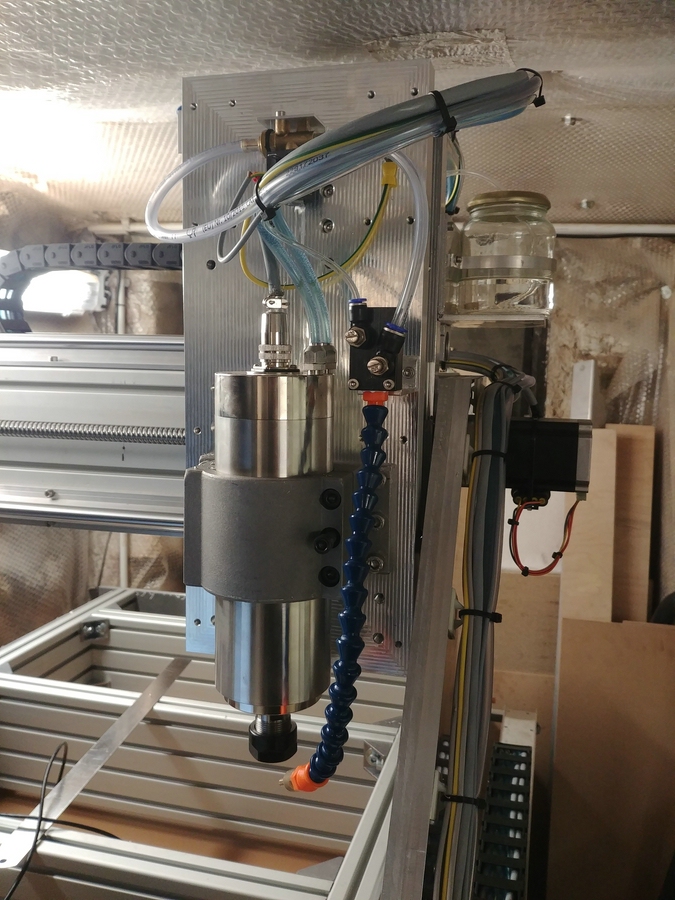
Dazu kaufte ich mir ein 12V Magnetventil, welches über eine Eigenbau E/A-Karte durch PC und MX3660 angesteuert wird. Das Magnet öffnet dabei auf den Sprühkühlungsbefehl "M08" und schleißt bei "M09", welcher in entsprechenden Programmteilen des G-Codes verankert werden kann.

Als Vorratsbehälter für die MMS nutze ich ein handelsübliches Marmeladenglas. Einfach, kostenlos, effektiv.

Hierzu habe ich einen stabilen Winkelträger am Rahmen der X-Achse installiert. Das Glas wird durch einen Aluminiumstreifen gefasst.
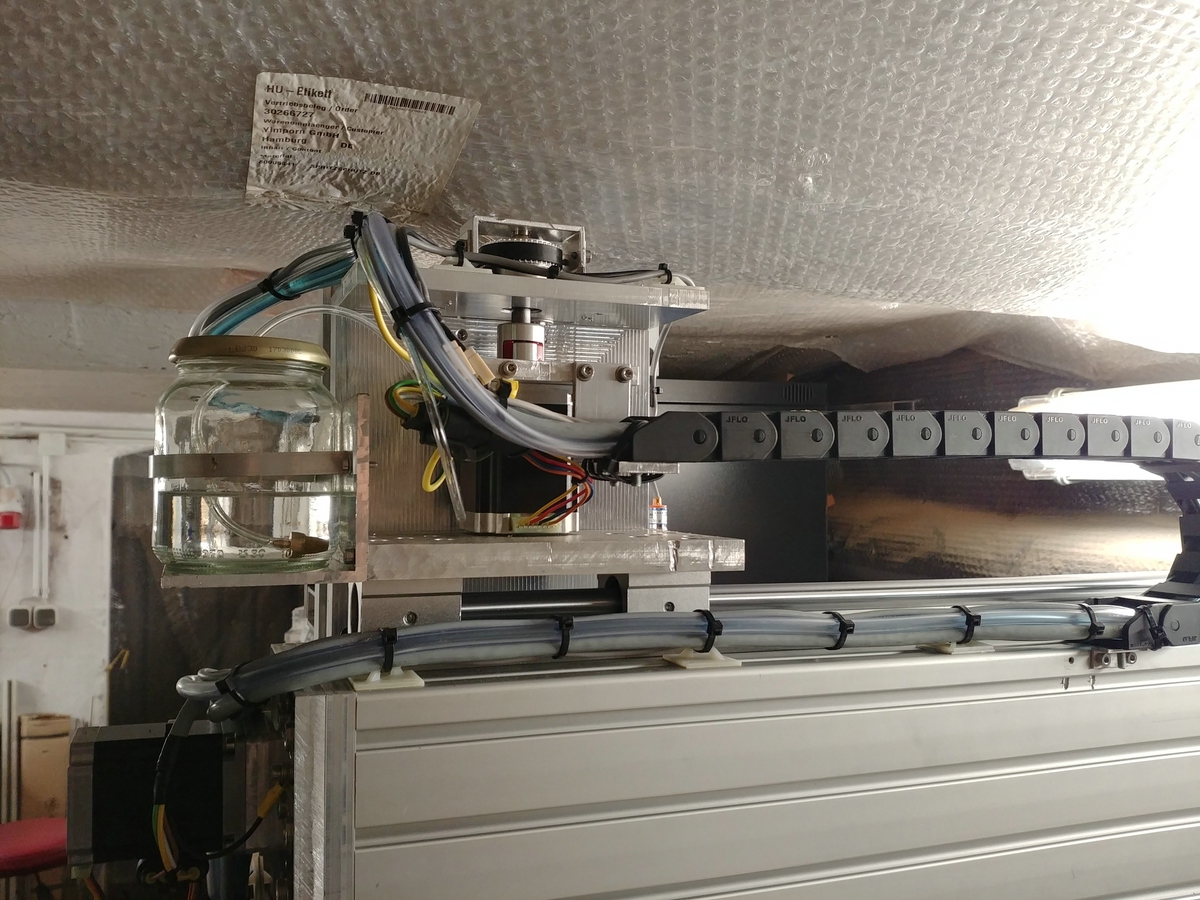
Der Ausgleichsbehälter der Spindelkühlung. Als Kühlmittel verwende ich selbstverständlich ein Gemisch aus Glysantin und destilliertem Wasser.
Zur besseren Kühlung habe ich einen Wärmetauscher einer alten PC-Kühlung umgebaut und mit aktiven ultrasilent PC-Lüftern ausgestattet. Sobald die Spindel aktiviert wird, beginnen auch sämtliche Lüfter zu laufen - sowohl die vom Wärmetauscher als auch die vom Servergehäuse.

Der Kabelbaum zur Maschine, welcher unter der Werkbank verschwindet.

Und so steht die Maschine auf der Werkbank. Knapp, kanpper am Knappsten - so dürfte man die Platzverhältnisse in etwa beschreiben. Demnächst folgt noch die Frästtischauflage.
Hierzu wurden die seitlichen Verschraubungen der Spindelhülsen gelöst und danach das Portal ganz einfach von den Schienen gerollt.
Die Montage war hingegen etwas kniffeliger. Die Schienen hätten ein wenig verjüngt werden müssen, um das Aufschieben der Linearwägen zu erleichtern. Durch Verkantungen gingen dabei auch ein paar Kugeln aus den Linearlagern verloren - trotz 3-Mann-Einsatz.
Bei der nächsten Demontage werde ich deshalb auch die Linearwägen demontieren. Bei der Montage braucht dann lediglich noch das Portal angehoben werden - aber selbst dafür braucht es 2 Mann. Alleine hat man keine Chance.
Zur Endmontage wurden nun auch wieder alle Aggregate nebst Spindel installiert. Daneben auch eine nagelneue Minimalmengenschmierung (MMS) inkl. Schwanenhals.
Dazu kaufte ich mir ein 12V Magnetventil, welches über eine Eigenbau E/A-Karte durch PC und MX3660 angesteuert wird. Das Magnet öffnet dabei auf den Sprühkühlungsbefehl "M08" und schleißt bei "M09", welcher in entsprechenden Programmteilen des G-Codes verankert werden kann.
Als Vorratsbehälter für die MMS nutze ich ein handelsübliches Marmeladenglas. Einfach, kostenlos, effektiv.
Hierzu habe ich einen stabilen Winkelträger am Rahmen der X-Achse installiert. Das Glas wird durch einen Aluminiumstreifen gefasst.
Der Ausgleichsbehälter der Spindelkühlung. Als Kühlmittel verwende ich selbstverständlich ein Gemisch aus Glysantin und destilliertem Wasser.
Zur besseren Kühlung habe ich einen Wärmetauscher einer alten PC-Kühlung umgebaut und mit aktiven ultrasilent PC-Lüftern ausgestattet. Sobald die Spindel aktiviert wird, beginnen auch sämtliche Lüfter zu laufen - sowohl die vom Wärmetauscher als auch die vom Servergehäuse.
Der Kabelbaum zur Maschine, welcher unter der Werkbank verschwindet.
Und so steht die Maschine auf der Werkbank. Knapp, kanpper am Knappsten - so dürfte man die Platzverhältnisse in etwa beschreiben. Demnächst folgt noch die Frästtischauflage.
MT-Nord
Mitglied
Moin Freunde,
jetzt wird es ein wenig kniffelig:
Den alten CNC-Rechner hätte ich bauartbedingt niemals in das Servergehäuse gestopft bekommen. Also entwarf ich kurzerhand ein eigenes Gehäuse für den Rechner. Dazu wurde ein Layout entworfen und mit entsprechenden Frischluft-Einlassöffnungen an den unteren Seiten versehen. Die Einlässe laufen dabei über den Knick der Seitenwand nach oben aus. Dazu gab es dann noch eine Aussparung mit Montagemöglichkeit für das Netzteil sowie ein großzügig und stabil entworfenes Lüftungsgitter an der Seite für einen seitlich montierten Gehäuselüfter.
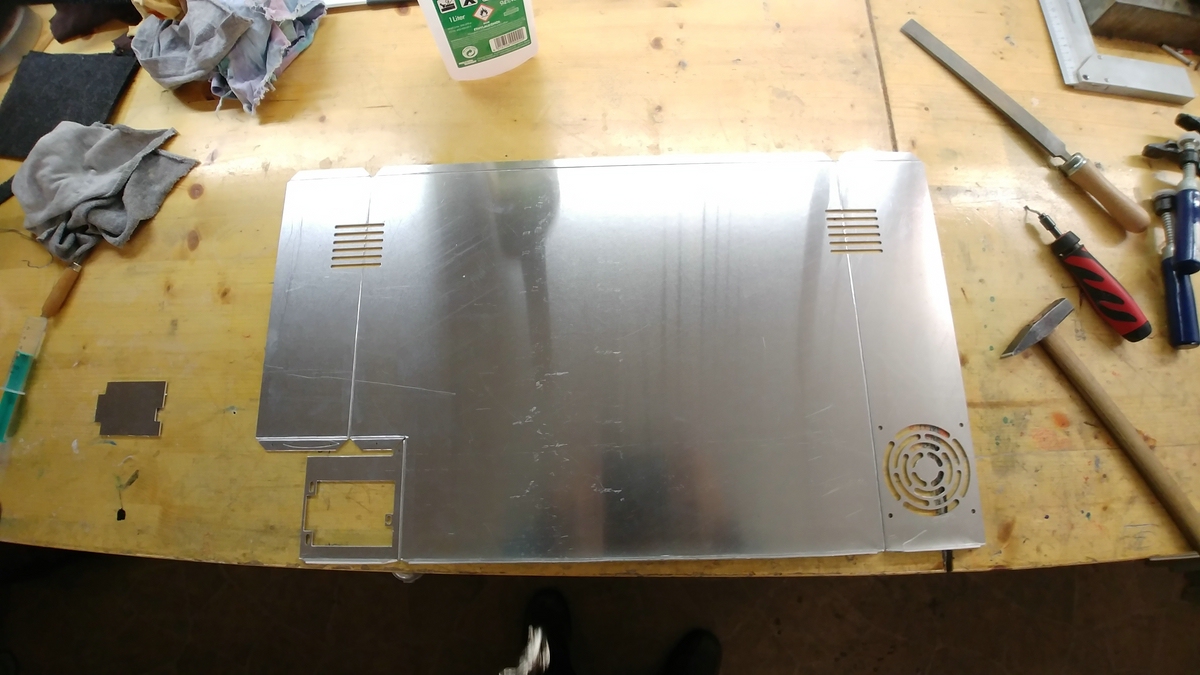
Um die Seitenteile einfacher und präzise biegen zu können, habe ich sämtliche Falzlinien vorgefräst.
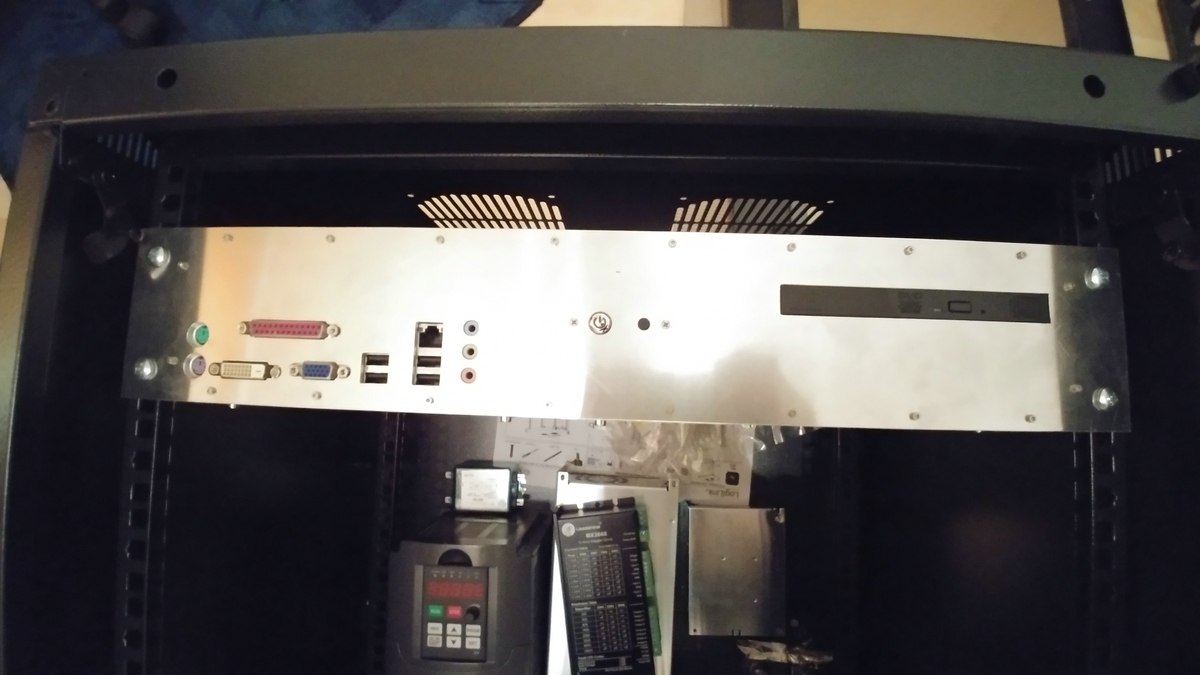
Der Knackpunkt war dann das Frontpanel, welches ja neben der Aussparung für das DVD-Slimline-Laufwerk auch gleich noch sämtlichen Anschlussmöglichkeiten ausreichend aber dennoch recht spielfreien Platz bieten sollte.
Hierzu fertigte ich allein für das Anschlussterminal des Mainboard 2 Testlayouts. Sämtliche Maße wurden dann in Handarbeit abgenommen - und wer nun denkt, das wäre Kikifax, der sollte es selbst mal probieren. Macht Spaß, glaubt mir

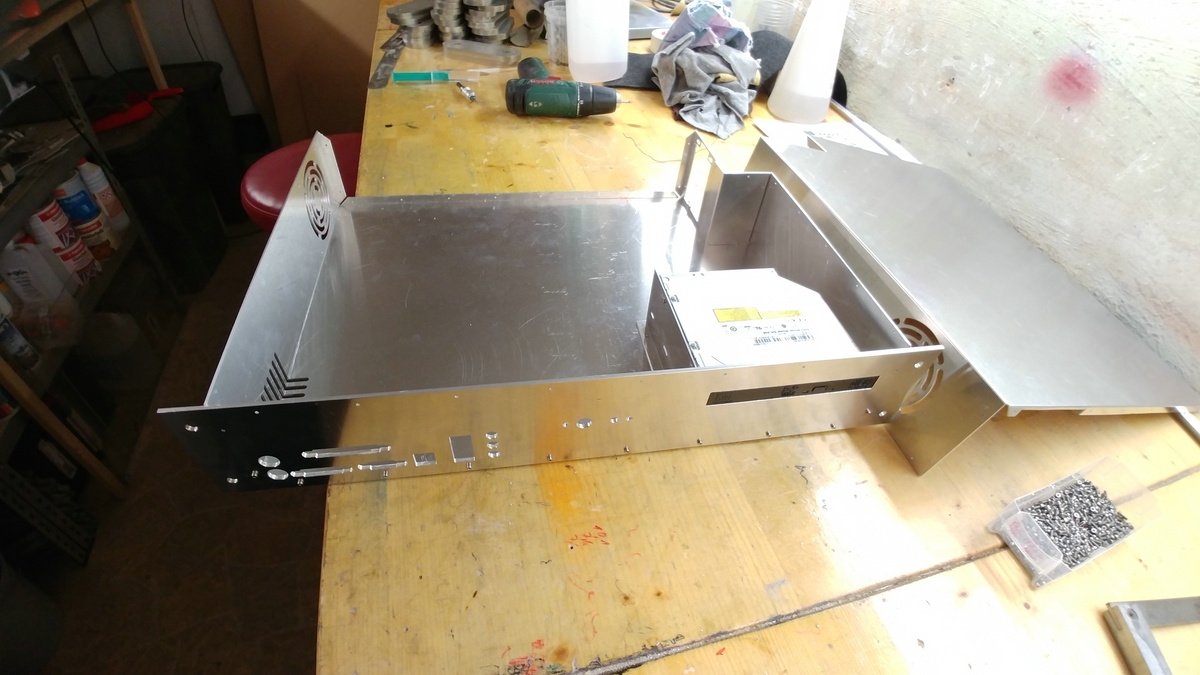
Ein Blick in den Innenraum offeriert: Hier ist Platz vorhanden - und das ist auch gut so...

Für das Slimline-Laufwerk fertigte ich noch 2 Montageplatten, an dessen unterstem Ende ich 2 Aluwinkel zur Bodenmontage installierte. Unter dem DVD-Laufwerk sitzt dann übrigens auch gleich die 3,5"-Festplatte (HDD).
Der Deckel - gefertigt auf dieselbe Art und Weise - beinhaltet u.A. auch gleich die Ansaugöffnung für den CPU-Lüfter. Das Problem bestand hierbei, beim Abmessen ziemlich genau die Mitte zutreffen. Zusätzlich wurde das Ganze durch jene Tatsache erschwert, dass ich den Deckel quasi "vis-a-vis", also kopfüber fräsen musste. Später war hier noch an ein paar Stellen Nacharbeit erforderlich. Im großen und ganzen passte aber alles recht gut. Das 1,5mm Alublech war übrigens außerordentlich stabil...

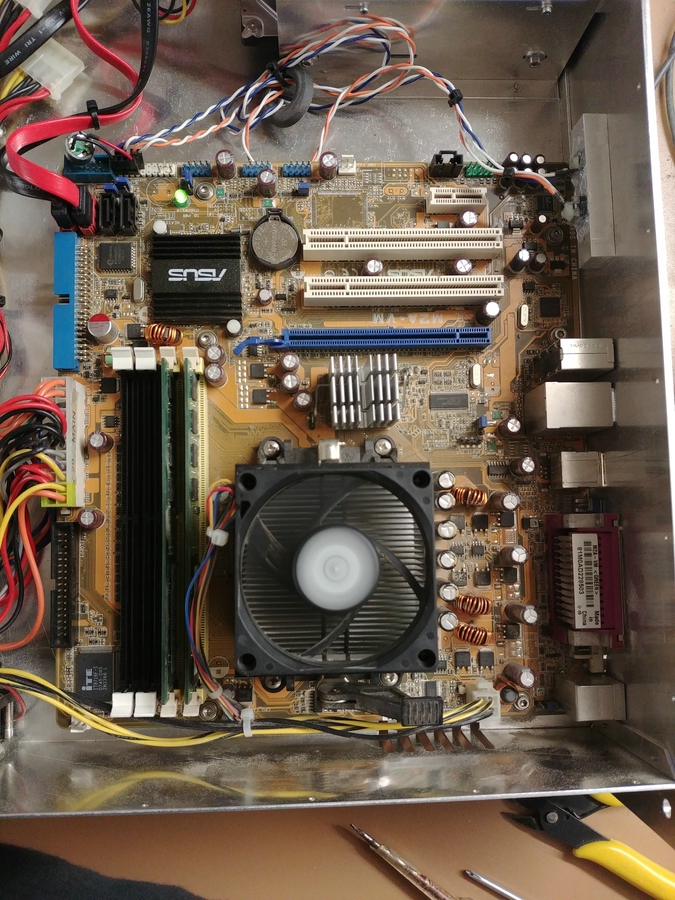
Der Einbau des Mainboards war vergleichsweise einfach. Ich habe das Mainboard auf Platinen-Sockelverschraubungen der Größe M3 x 15mm gestellt. Sämtliche Anschlüsse passten einwandfrei. Ich brauchte lediglich noch eine M3-Mutti unter die Verschraubungen setzen, um auf die exakte Höhe zu kommen - eine Variable, die ich zuvor wirklich nur grob ausmessen und mehr abschätzen konnte.
Für den Ein-/Austaster sowie den Reset-Taster fräste ich dann aus 10mm Aluminium einen speziellen Halter. Die Taster wurden in diesen mit Heißkleber eingeklebt und rückwärtig mit dem Frontpanel verschraubt. Vorrangig kamen bei der Montage übrigens M2-Schrauben zum Einsatz. Eine echte Fummelarbeit
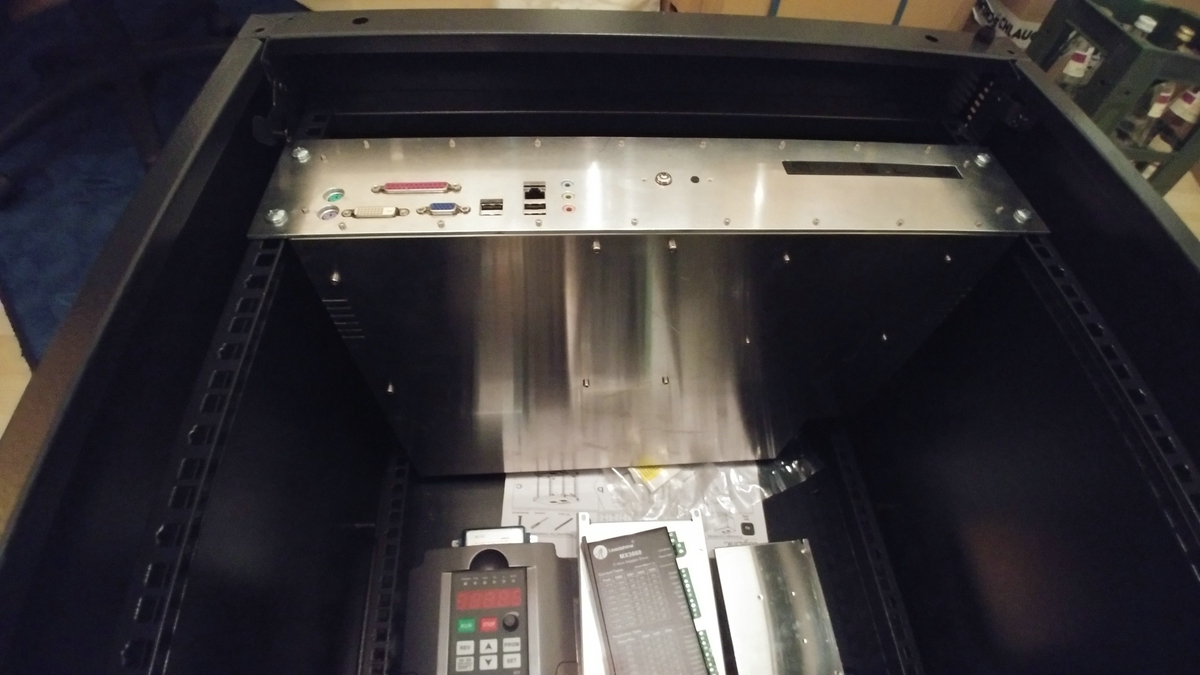
Dann war es soweit: Das Gehäuse konnte verschlossen und im Serverschrank eingesetzt werden. Die Verschraubungen passten einwandfrei. Das Rack ließ sich gut einsetzen und stieß nirgendwo an. Für die Stromzuleitung hatte ich extra einen Ausschnitt im Gehäuse ausgearbeitet, welcher ebenfalls seinen Dienst erfüllte. Etwas eng, wenn man das Kabel mal abziehen musste, aber es ging - und das Gehäuse lässt sich ja zudem auch komfortabel an den Seiten öffnen.
Schade, dass der Markt mit billigen PC-Gehäusen so überschwemmt ist. Dahingehend würde ich gern etwas mehr machen - lohnt sich aber letztenendes halt nicht so wirklich.
Am Boden des Schranks liegen hier auch bereits die MX3660 Schrittmotorsteuerung sowie der Frequenzumrichter für die HF-Spindel bereit.
LG - MTN
jetzt wird es ein wenig kniffelig:
Den alten CNC-Rechner hätte ich bauartbedingt niemals in das Servergehäuse gestopft bekommen. Also entwarf ich kurzerhand ein eigenes Gehäuse für den Rechner. Dazu wurde ein Layout entworfen und mit entsprechenden Frischluft-Einlassöffnungen an den unteren Seiten versehen. Die Einlässe laufen dabei über den Knick der Seitenwand nach oben aus. Dazu gab es dann noch eine Aussparung mit Montagemöglichkeit für das Netzteil sowie ein großzügig und stabil entworfenes Lüftungsgitter an der Seite für einen seitlich montierten Gehäuselüfter.
Um die Seitenteile einfacher und präzise biegen zu können, habe ich sämtliche Falzlinien vorgefräst.
Der Knackpunkt war dann das Frontpanel, welches ja neben der Aussparung für das DVD-Slimline-Laufwerk auch gleich noch sämtlichen Anschlussmöglichkeiten ausreichend aber dennoch recht spielfreien Platz bieten sollte.
Hierzu fertigte ich allein für das Anschlussterminal des Mainboard 2 Testlayouts. Sämtliche Maße wurden dann in Handarbeit abgenommen - und wer nun denkt, das wäre Kikifax, der sollte es selbst mal probieren. Macht Spaß, glaubt mir
Ein Blick in den Innenraum offeriert: Hier ist Platz vorhanden - und das ist auch gut so...
Für das Slimline-Laufwerk fertigte ich noch 2 Montageplatten, an dessen unterstem Ende ich 2 Aluwinkel zur Bodenmontage installierte. Unter dem DVD-Laufwerk sitzt dann übrigens auch gleich die 3,5"-Festplatte (HDD).
Der Deckel - gefertigt auf dieselbe Art und Weise - beinhaltet u.A. auch gleich die Ansaugöffnung für den CPU-Lüfter. Das Problem bestand hierbei, beim Abmessen ziemlich genau die Mitte zutreffen. Zusätzlich wurde das Ganze durch jene Tatsache erschwert, dass ich den Deckel quasi "vis-a-vis", also kopfüber fräsen musste. Später war hier noch an ein paar Stellen Nacharbeit erforderlich. Im großen und ganzen passte aber alles recht gut. Das 1,5mm Alublech war übrigens außerordentlich stabil...
Der Einbau des Mainboards war vergleichsweise einfach. Ich habe das Mainboard auf Platinen-Sockelverschraubungen der Größe M3 x 15mm gestellt. Sämtliche Anschlüsse passten einwandfrei. Ich brauchte lediglich noch eine M3-Mutti unter die Verschraubungen setzen, um auf die exakte Höhe zu kommen - eine Variable, die ich zuvor wirklich nur grob ausmessen und mehr abschätzen konnte.
Für den Ein-/Austaster sowie den Reset-Taster fräste ich dann aus 10mm Aluminium einen speziellen Halter. Die Taster wurden in diesen mit Heißkleber eingeklebt und rückwärtig mit dem Frontpanel verschraubt. Vorrangig kamen bei der Montage übrigens M2-Schrauben zum Einsatz. Eine echte Fummelarbeit
Dann war es soweit: Das Gehäuse konnte verschlossen und im Serverschrank eingesetzt werden. Die Verschraubungen passten einwandfrei. Das Rack ließ sich gut einsetzen und stieß nirgendwo an. Für die Stromzuleitung hatte ich extra einen Ausschnitt im Gehäuse ausgearbeitet, welcher ebenfalls seinen Dienst erfüllte. Etwas eng, wenn man das Kabel mal abziehen musste, aber es ging - und das Gehäuse lässt sich ja zudem auch komfortabel an den Seiten öffnen.
Schade, dass der Markt mit billigen PC-Gehäusen so überschwemmt ist. Dahingehend würde ich gern etwas mehr machen - lohnt sich aber letztenendes halt nicht so wirklich.
Am Boden des Schranks liegen hier auch bereits die MX3660 Schrittmotorsteuerung sowie der Frequenzumrichter für die HF-Spindel bereit.
LG - MTN
MT-Nord
Mitglied
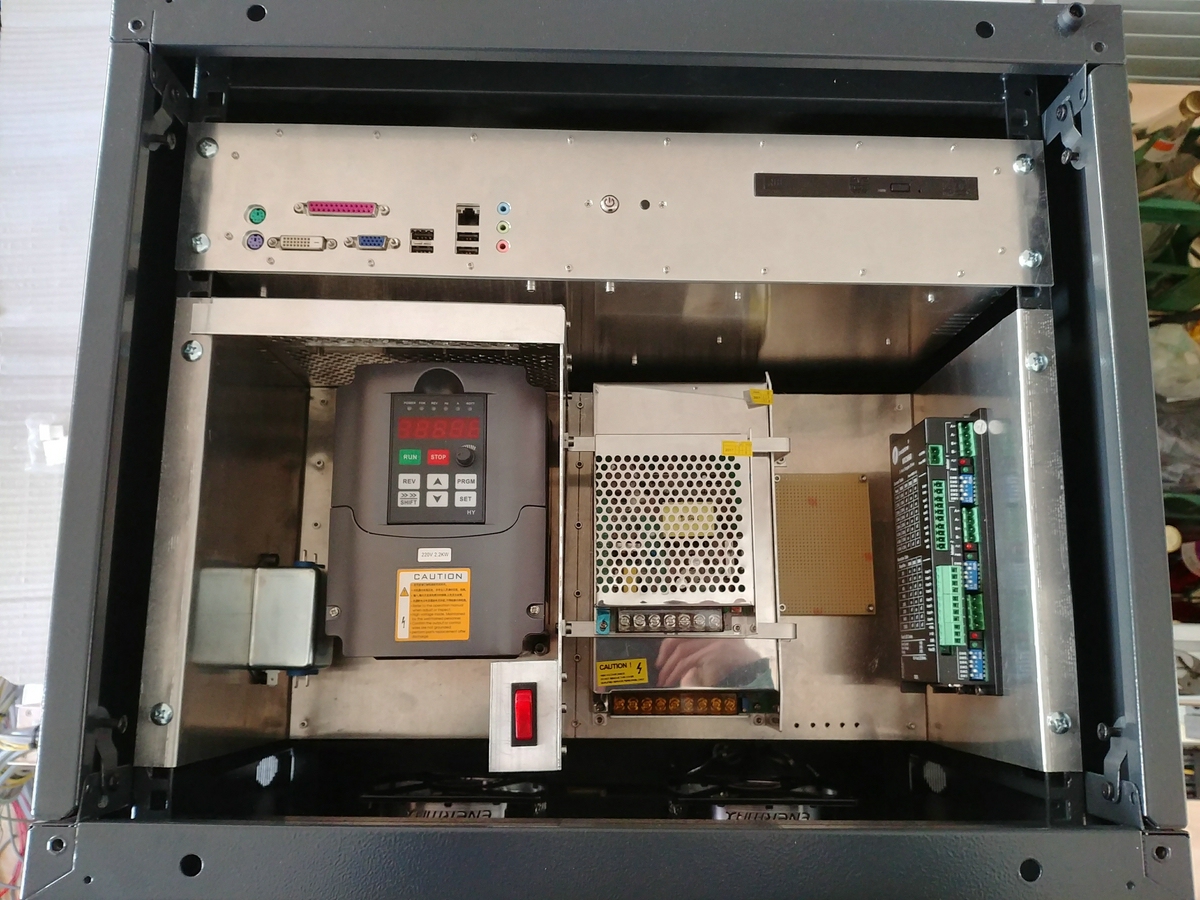
Um sämtliche Hardware auch sicher und komfortabel im Serverschrank einbauen zu können, habe ich meinen Materialvorrat ein wenig geplündert und noch 1,5mm Alublech gefunden, das eine neue Verwendung brauchte .
So erhielten die Seitenwangen entsprechende Biegelasche, die Rückwand Bohrungen auf "klassische Art". Was in diesem Beitrag zu sehen ist, fand alles ohne den Einsatz von CNC-Technik statt. Muss ja auch mal sein.

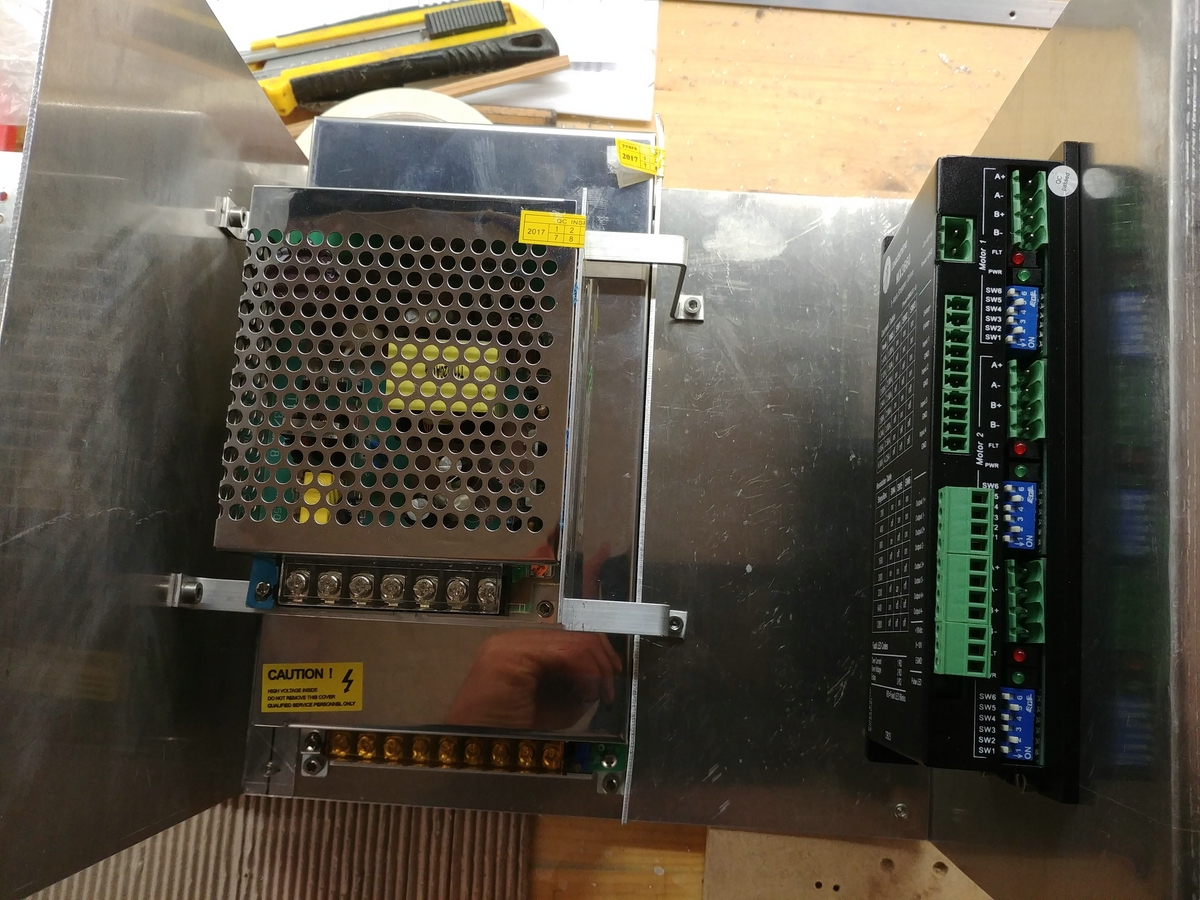
Das große Netzteil wurde direkt auf der Rückwand montiert. Daneben ein EM-Schottblech, welches auch gleichzeitig als Montageträger für die 10x2mm Aluspangen dient, welche das kleine Netzteil tragen.
Die Schrittmotorsteuerung MX3660 habe ich an der Seitenwand verschraubt. Auf diese Weise komme ich nicht nur an sämtliche Steckkontakte komfortabel heran - ich habe auch gleichzeitig alle Status-LED's im Blick.
Da ich kein Blech mehr hatte, was groß genug gewesen wäre, musste ich 2 anfertigen - aus 0,6mm Aluminium. Jedes Blech wurde mit einem 5x5mm-Raster versehen und in 10mm-Abstand gekörnt. Das ergab rückseitig ein ulkiges Muster.
Die Teile sind nicht super schick, aber zweckdienlich. Leider habe ich keine Biegemaschine - also alles Handarbeit.

Beide Abdeckungen wurden mit einem 5mm-Bohrer vorsichtig gebohrt. Bei so dünnem Alu braucht man 2 Sachen mehr als einen scharfen Bohrer:
- Spiritus zum Schmieren, für die bessere Spanabfuhr - Insider wird der Begriff "Aufbauschneide" sicher geläufig sein
- viel Kraft und eine ruhige Hand, damit der Bohrer nicht zu schnell das Blech durchstößt, es anhebt und wie ein Beil durch die Gegend wirbelt.

Wofür sind nun diese Bleche?
Es sind weitere EM-Abschirmungen für den Frequenzumrichter. Leider hat der FU die Eigenschaft, ein recht hohes elektromagnetisches Feld zu um sich zu erzeugen - diese Bleche schirmen sämtliche Hardware zuverlässig davor ab. Das EM-Feld kann so lediglich nach vorn durch die Verglasung des Gehäuses und nach unten abgestrahlt werden. Nach unten findet jedoch keine Reflexion statt, da das Gehäuse auf einem Masseschirm liegt.

Die Bohrungen gewährleisten eine gute Kühlung. Ein Wärmestau unter der EM-Verkleidung würde den FU - trotz aktivem Lüfter - schnell grillen.
Hier seht ihr, wie das Ganze dann in etwa im Gehäuse installiert wird.
Links neben dem FU das mitunter wichtigste Teil, damit nicht zufällig doch mal die Bundesnetzagentur oder der örtliche Stromversorger vor der Türe steht und klingelt:
Ein Netzfilter. Dieser unterdrückt wirksam sämtliche EM-Rückkopplungen durch die HF-Spindel.
Einen Netzfilter benötigt man eigentlich immer bei einem Einsatz eines Frequenzumrichters - vornehmblich ab 1KW Leistung (so mein letzter Infostand).

. So erhielten die Seitenwangen entsprechende Biegelasche, die Rückwand Bohrungen auf "klassische Art". Was in diesem Beitrag zu sehen ist, fand alles ohne den Einsatz von CNC-Technik statt. Muss ja auch mal sein
.
Das große Netzteil wurde direkt auf der Rückwand montiert. Daneben ein EM-Schottblech, welches auch gleichzeitig als Montageträger für die 10x2mm Aluspangen dient, welche das kleine Netzteil tragen.
Die Schrittmotorsteuerung MX3660 habe ich an der Seitenwand verschraubt. Auf diese Weise komme ich nicht nur an sämtliche Steckkontakte komfortabel heran - ich habe auch gleichzeitig alle Status-LED's im Blick.
Da ich kein Blech mehr hatte, was groß genug gewesen wäre, musste ich 2 anfertigen - aus 0,6mm Aluminium. Jedes Blech wurde mit einem 5x5mm-Raster versehen und in 10mm-Abstand gekörnt. Das ergab rückseitig ein ulkiges Muster.
Die Teile sind nicht super schick, aber zweckdienlich. Leider habe ich keine Biegemaschine - also alles Handarbeit.
Beide Abdeckungen wurden mit einem 5mm-Bohrer vorsichtig gebohrt. Bei so dünnem Alu braucht man 2 Sachen mehr als einen scharfen Bohrer:
- Spiritus zum Schmieren, für die bessere Spanabfuhr - Insider wird der Begriff "Aufbauschneide" sicher geläufig sein
- viel Kraft und eine ruhige Hand, damit der Bohrer nicht zu schnell das Blech durchstößt, es anhebt und wie ein Beil durch die Gegend wirbelt.
Wofür sind nun diese Bleche?
Es sind weitere EM-Abschirmungen für den Frequenzumrichter. Leider hat der FU die Eigenschaft, ein recht hohes elektromagnetisches Feld zu um sich zu erzeugen - diese Bleche schirmen sämtliche Hardware zuverlässig davor ab. Das EM-Feld kann so lediglich nach vorn durch die Verglasung des Gehäuses und nach unten abgestrahlt werden. Nach unten findet jedoch keine Reflexion statt, da das Gehäuse auf einem Masseschirm liegt.
Die Bohrungen gewährleisten eine gute Kühlung. Ein Wärmestau unter der EM-Verkleidung würde den FU - trotz aktivem Lüfter - schnell grillen.
Hier seht ihr, wie das Ganze dann in etwa im Gehäuse installiert wird.
Links neben dem FU das mitunter wichtigste Teil, damit nicht zufällig doch mal die Bundesnetzagentur oder der örtliche Stromversorger vor der Türe steht und klingelt:
Ein Netzfilter. Dieser unterdrückt wirksam sämtliche EM-Rückkopplungen durch die HF-Spindel.
Einen Netzfilter benötigt man eigentlich immer bei einem Einsatz eines Frequenzumrichters - vornehmblich ab 1KW Leistung (so mein letzter Infostand).
MT-Nord
Mitglied
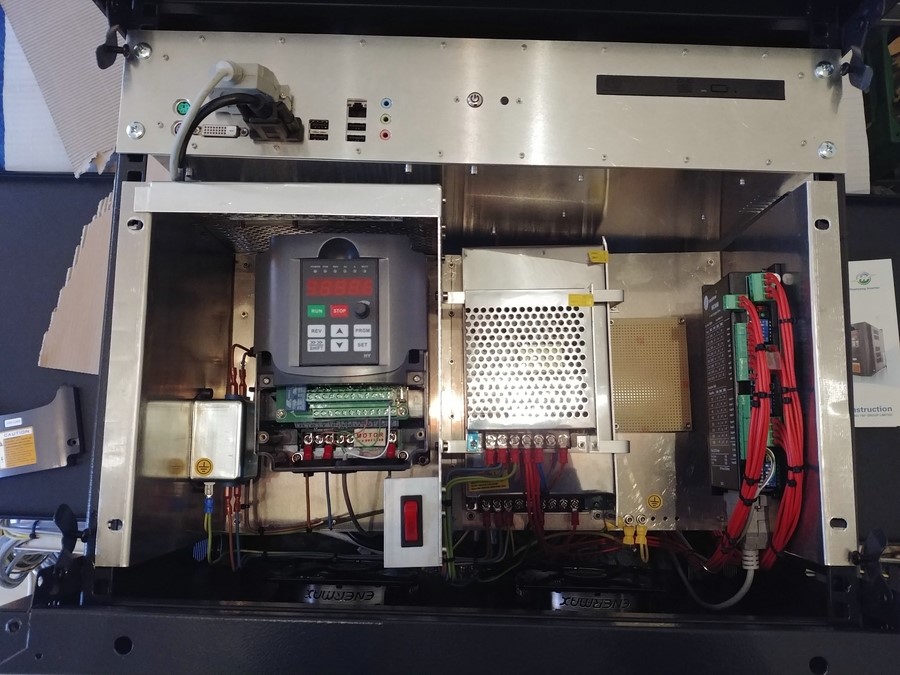
Nun konnten beide "Racks" im Serverschrank fest eingebaut werden. Passte alles so, wie ich es mir gewünscht hatte.
An der Trennwand zum FU installierte ich noch einen zusätzlichen Hauptschalter, welcher sämtliche Hardware (bis auf dem PC) sicher vom Netz trennt. Auch wenn das gesamte Alu-Rack mit einem PE verbunden ist, habe ich zur Sicherheit diesen Halter noch einmal zusätzlich mit einem Schutzleiter auf der Rückseite bestückt.
Vom Rohzustand zur Verdrahtung:
Alles, was direkt fest an 230V angeschlossen wurde, habe ich mit starren 1,5mm² Aderleitungen verdrahtet.
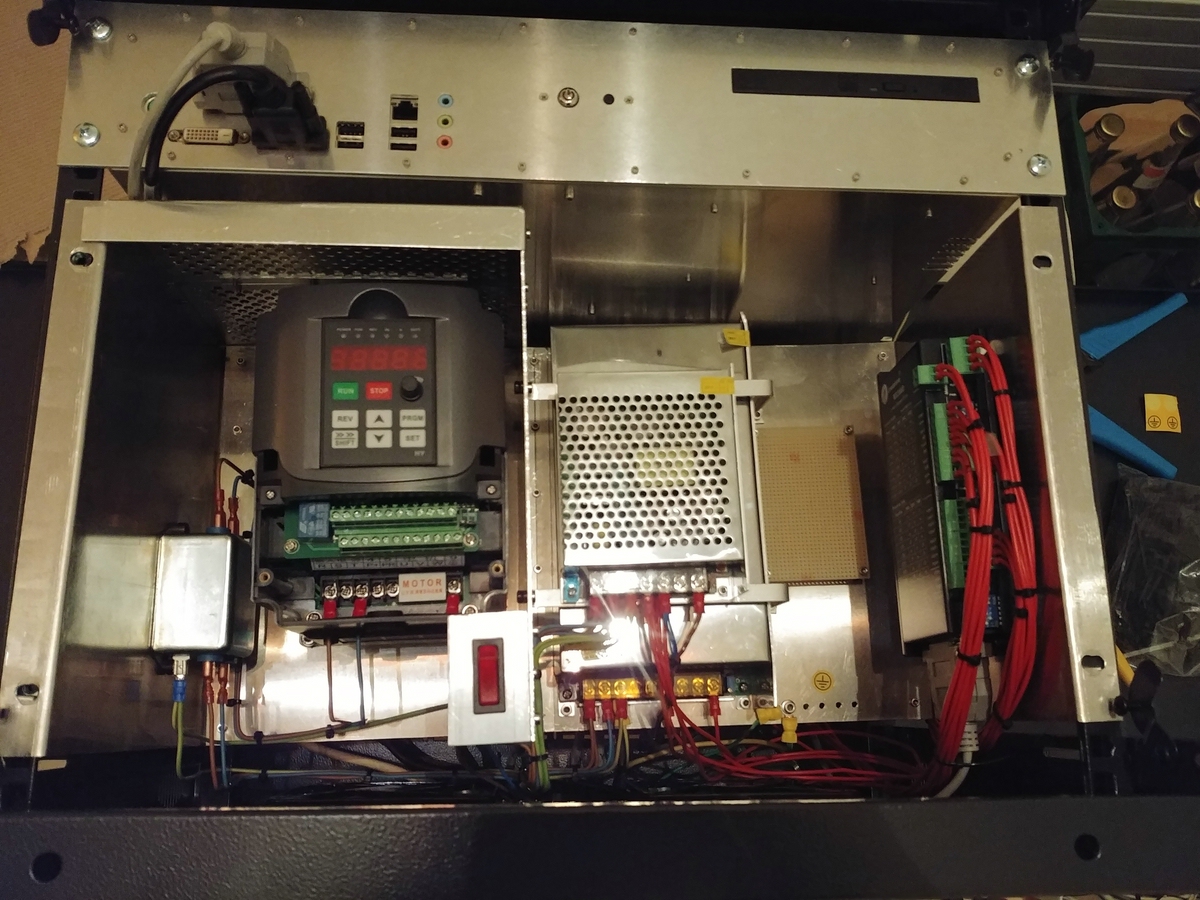
Der Schutzkleinspannungs- und Steuerungsbereich bekam hingegen 1mm² rote Steuerleitung.
Es war schon ein wenig fummelig, den Fu korrekt im Not-Aus-Kreis einzubinden. Dazu musste u.A. auch der FU erst richtig konfiguriert werden. Gebe ich zu - hatte ich bis dahin auch noch nicht gemacht und hatte doch schon ein wenig dran zu knabbern. Mit der Zeit fand ich mich dann aber auch mit der Parametrierung halbwegs zurecht. Aber ganz ehrlich: Ohne eine deutsche Übersetzung wäre das auch nicht gegangen - so gut ist mein Fachenglisch dann leider doch nicht.
LG - MTN
An der Trennwand zum FU installierte ich noch einen zusätzlichen Hauptschalter, welcher sämtliche Hardware (bis auf dem PC) sicher vom Netz trennt. Auch wenn das gesamte Alu-Rack mit einem PE verbunden ist, habe ich zur Sicherheit diesen Halter noch einmal zusätzlich mit einem Schutzleiter auf der Rückseite bestückt.
Vom Rohzustand zur Verdrahtung:
Alles, was direkt fest an 230V angeschlossen wurde, habe ich mit starren 1,5mm² Aderleitungen verdrahtet.
Der Schutzkleinspannungs- und Steuerungsbereich bekam hingegen 1mm² rote Steuerleitung.
Es war schon ein wenig fummelig, den Fu korrekt im Not-Aus-Kreis einzubinden. Dazu musste u.A. auch der FU erst richtig konfiguriert werden. Gebe ich zu - hatte ich bis dahin auch noch nicht gemacht und hatte doch schon ein wenig dran zu knabbern. Mit der Zeit fand ich mich dann aber auch mit der Parametrierung halbwegs zurecht. Aber ganz ehrlich: Ohne eine deutsche Übersetzung wäre das auch nicht gegangen - so gut ist mein Fachenglisch dann leider doch nicht.
LG - MTN
MT-Nord
Mitglied
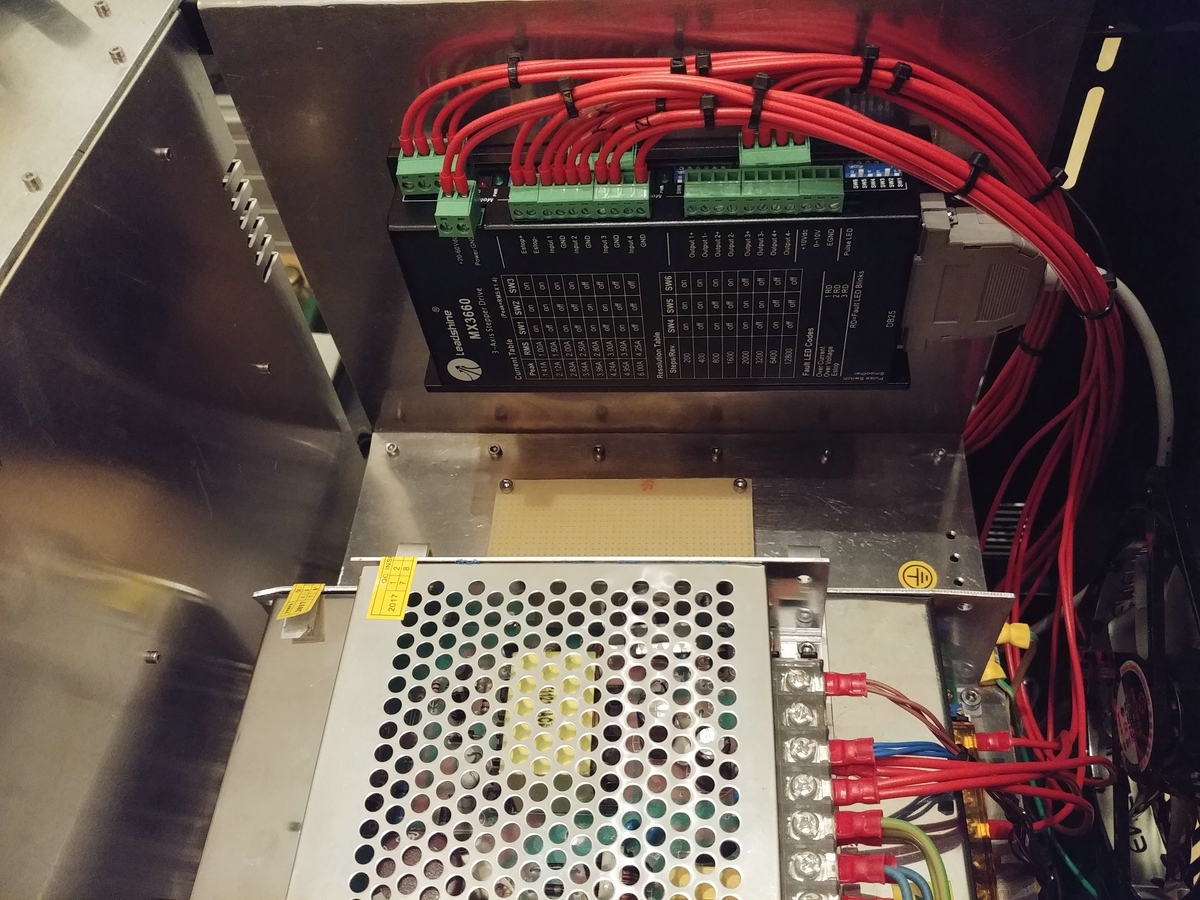
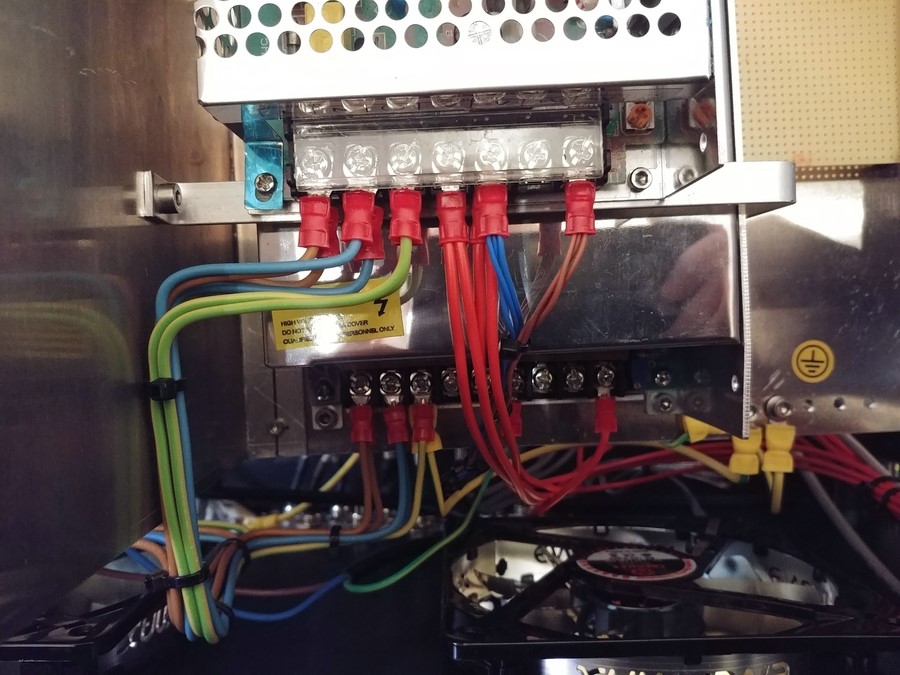
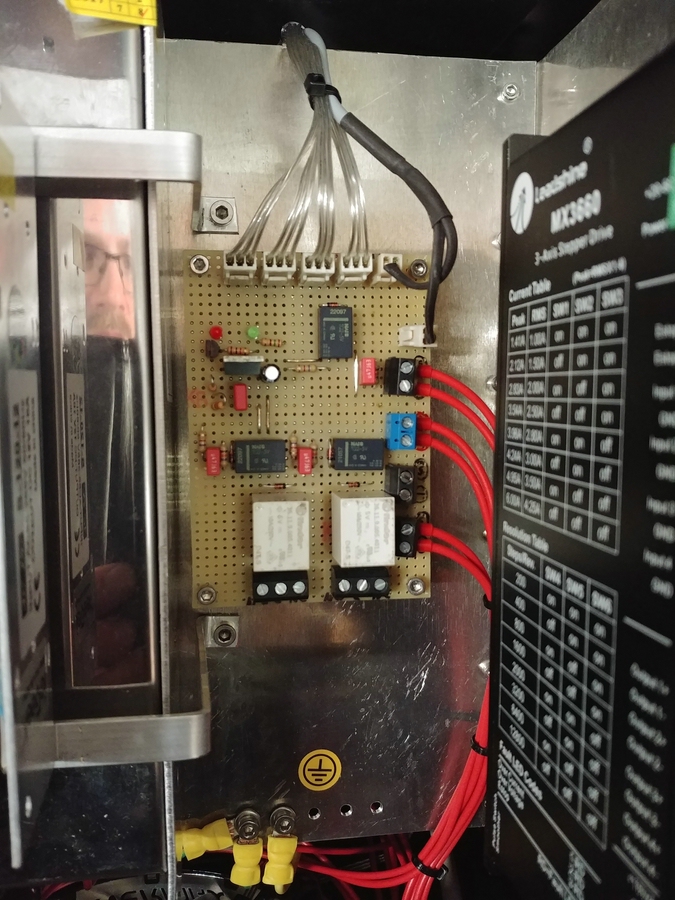
Verdrahtung der Ansteuerung. Über einen Datenbus wird der Frequenzumrichter mit Steuerbefehlen versorgt und es können auch weitere Daten wie z.B. Drehzahl und Laststrom ausgelesen werden.

Links die Stromzufuhr, u.A. auch zum nächsten Netzteil durchgeschliffen. In der Mitte (rot) die Spannungsversorgung für die Endstufen, rechts (blau/braun) die Spannungsversorgung für die induktiven Näherungsschalter.
Das Anschlusspanel für die Endgeräte, montiert unterhalb des Serverschranks. Irgendwann muss ich das Teil aber noch mal neu gestalten - trotz großzügiger Zusatzslots reichen die Steckplätze leider nicht so ganz aus.

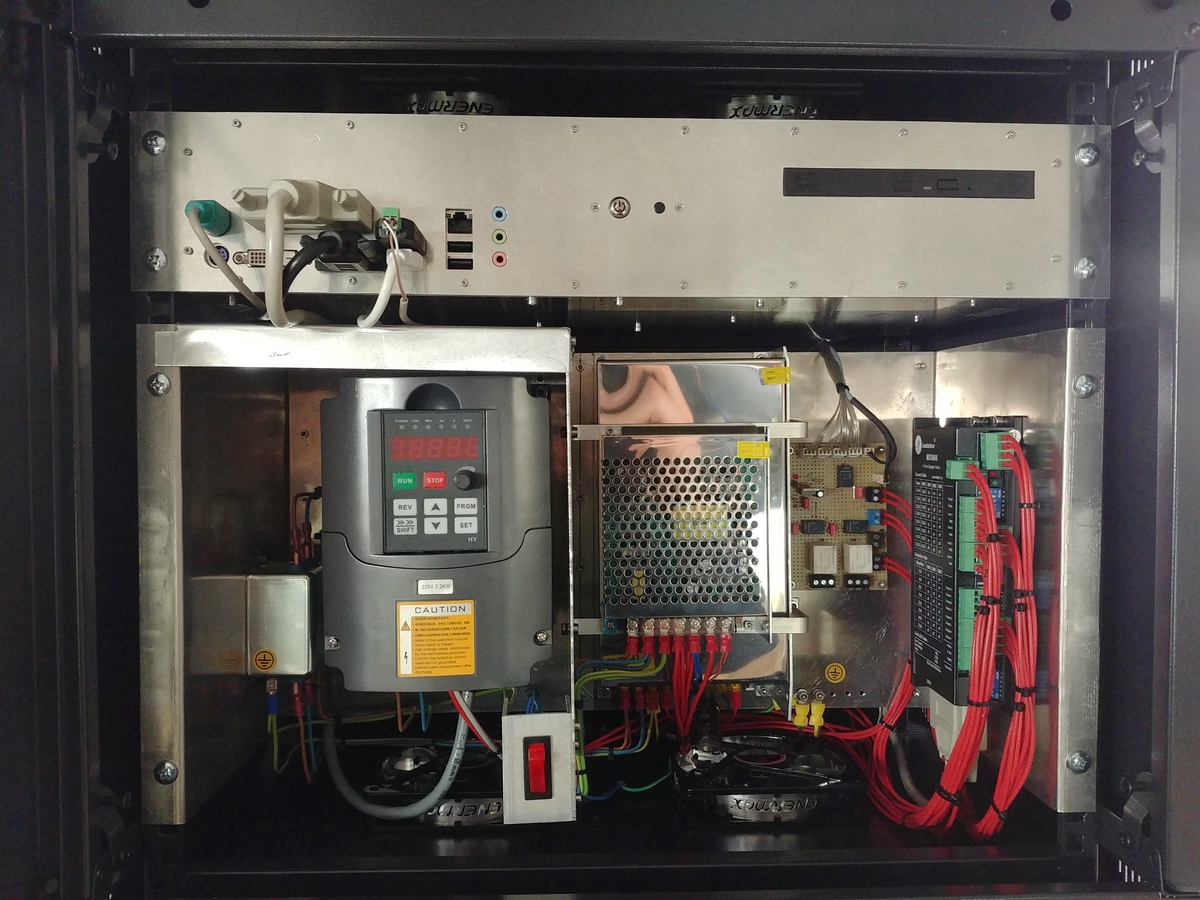
Alles bereit für die ersten Probeläufe...
Ich muss wirklich sagen: Das Ganze ist sehr komfortabel. Man kommt von vorn an sämtliche Stecker heran, kann auch die USB-Slots problemlos und einfach erreichen und sämtliche andere Hardware ist ebenfalls gut erreichbar. Das war beim originalen PC-Gehäuse leider nicht der Fall, da fast alle Steckplätze nur von der Rückseite aus erreichbar waren.
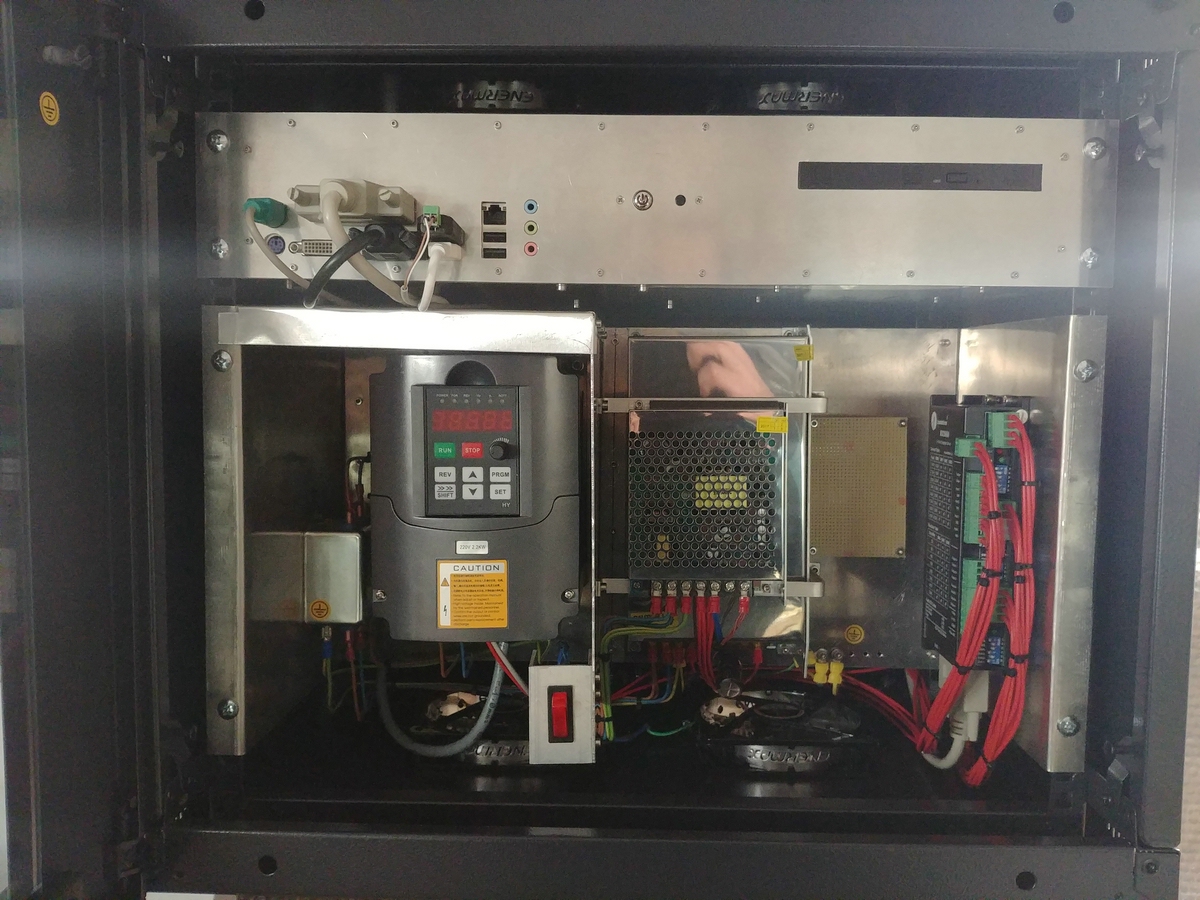
Und so schaut der Serverschrank im Gesamtbild aus... Alles vor direkter Exposition durch Staub und Spänen geschützt.
Den Staubdurchfluss durch die in der Raumluft befindlichen Teilchen kann ich jedoch derzeit noch nicht heraus filtern. Das wird nachgeholt, sobald die Maschine das nächste Mal neu aufgebaut wird.

LG - MTN
Links die Stromzufuhr, u.A. auch zum nächsten Netzteil durchgeschliffen. In der Mitte (rot) die Spannungsversorgung für die Endstufen, rechts (blau/braun) die Spannungsversorgung für die induktiven Näherungsschalter.
Das Anschlusspanel für die Endgeräte, montiert unterhalb des Serverschranks. Irgendwann muss ich das Teil aber noch mal neu gestalten - trotz großzügiger Zusatzslots reichen die Steckplätze leider nicht so ganz aus.
Alles bereit für die ersten Probeläufe...
Ich muss wirklich sagen: Das Ganze ist sehr komfortabel. Man kommt von vorn an sämtliche Stecker heran, kann auch die USB-Slots problemlos und einfach erreichen und sämtliche andere Hardware ist ebenfalls gut erreichbar. Das war beim originalen PC-Gehäuse leider nicht der Fall, da fast alle Steckplätze nur von der Rückseite aus erreichbar waren.
Und so schaut der Serverschrank im Gesamtbild aus... Alles vor direkter Exposition durch Staub und Spänen geschützt.
Den Staubdurchfluss durch die in der Raumluft befindlichen Teilchen kann ich jedoch derzeit noch nicht heraus filtern. Das wird nachgeholt, sobald die Maschine das nächste Mal neu aufgebaut wird.
LG - MTN
MT-Nord
Mitglied
So, was fehlt nun noch:
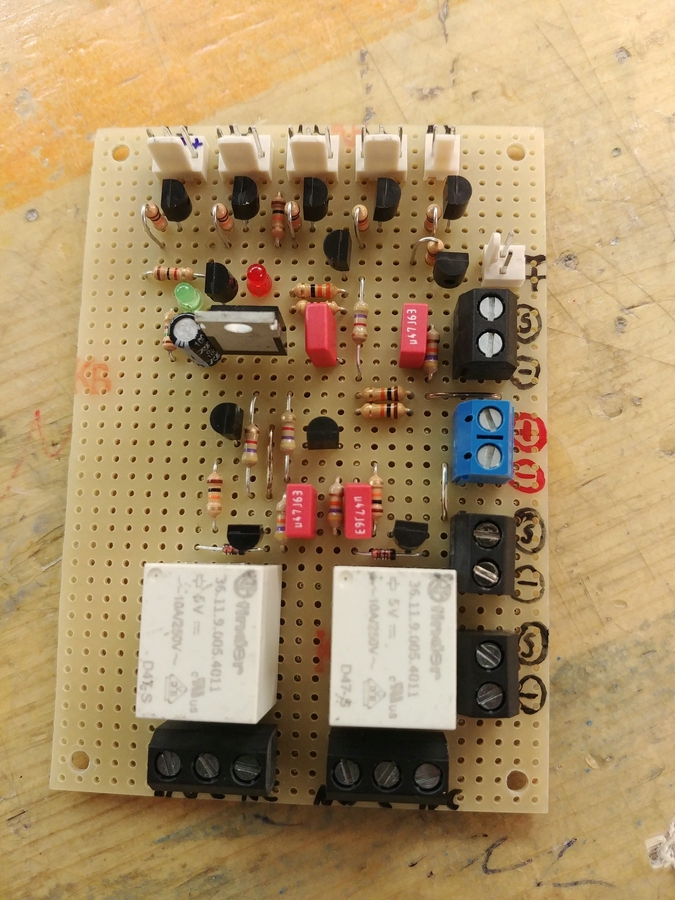
Eine Ausgabe-Karte für Lüfter, Minimalmengenschmierung und 230V-Steckdosen.
Dazu fertigte ich eine Leiterkarte mit 5V Spannungsreglung und diversen Anschlussplätzen. Das Problem bei dieser Karte bestand darin, dass die MX3660 über "Open-Collector"-Ausgänge verfügte, und damit hatte ich zuvor leider auch noch nie etwas zu tun gehabt.
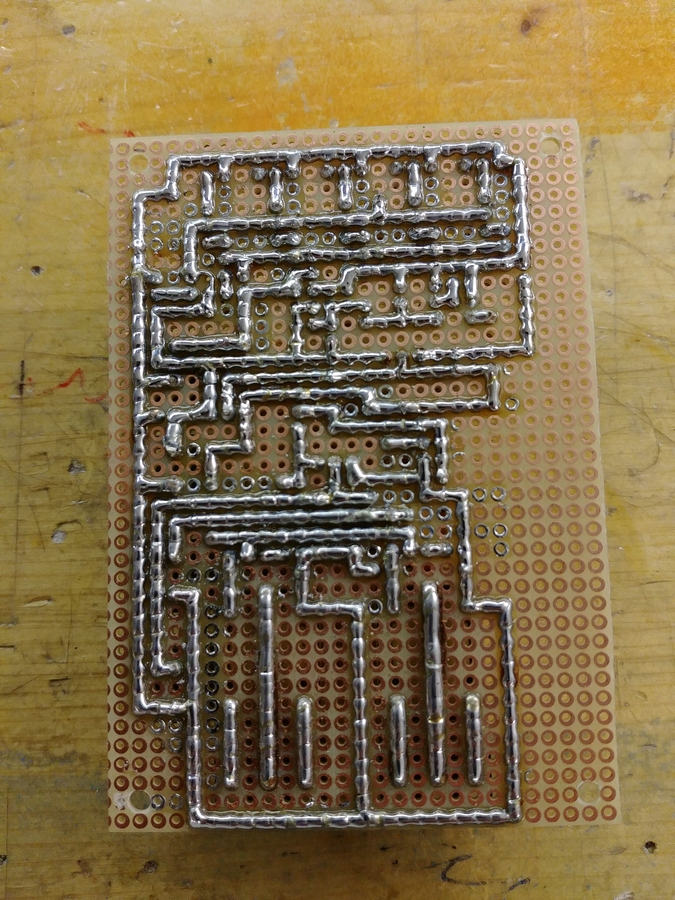
Die Platine von der Rückseite:
Leider funktionierte meine Schaltung nicht so wie sie sollte. Genauer gesagt - es funktionierte im Grunde fast gar nichts.
Also bastelte ich die Platine um und setzte statt der Transistoren nun Koppelrelais ein. Diese Miniatur-Print-Relais haben eine erstaunlich hohe Schaltleistung von bis zu 1A - reicht vollkommen aus.
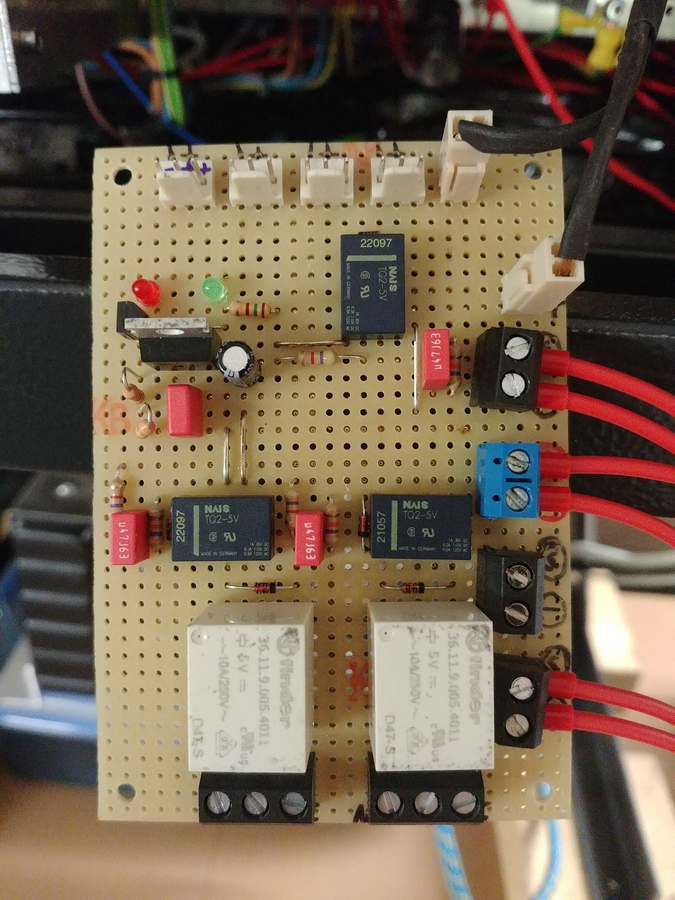
Die Karte ist auf dem Board installiert. Zur Erläuterung:
Die 4 Anschlussleitungen oben führen zu den 4 Gehäuse-Lüftern im Serverschrank. 2 oben, 2 unten. Dies maximiert die Luftzirkulation und minimiert die Staubablagerungen.
Die Anschlussleitungen daneben verlaufen zu 2 weiteren Ultra-Silent-Lüftern für die Wasserkühlung.
Am blauen Slot liegt die 12V Spannungsversorgung an. Links in der Mitte befindet sich die 5V Spannungswandlung, welche sämtliche Relais bestromt. Die vertragen nämlich keine 12V - und ich wollte auch nicht extra noch welche kaufen.
Die anderen beiden schwarzen Steckplätze mit den roten Steuerleitungen versorgen u.A. das Magnetventil der MMS mit Strom.
Die unteren beiden Relais, welche derzeit noch nicht belegt sind, sind für die spätere Erweiterung der Steuerung gedacht. Hier können später 2 x 230V-Steckdosen für z.B. einen Staubsauger oder einen Vakuumtisch angeschlossen werden. Die dazu passenden Steckdosen werden dann in der Seitenwand installiert.
Dies steht jedoch zum jetzigen Zeitpunkt noch aus.
Der Serverschrank bzw. die Steuerung ist nun soweit komplett. Auch der Dongle für den Frequenzumrichter (VFD) ist installiert. Ohne diesen RS485-Adapter würde die Steuerung keine Verbindung zum VFD aufbauen können. War sehr mühsam, alles Nötige zusammensuchen zu müssen - aber es hat geklappert - die Steuerung funktioniert und die Spindel kann auf 10U/min genau angesteuert werden.
Die Nebenaggregate, welche ich bislang nur erwähnt hatte:
1.) 2-Kolben-Airbrush-Kompressor. Der Kleine reicht derzeitig noch für die Druckluftversorgung der MMS aus, wird später aber durch einen Silent-Kompressor mit wesentlich mehr Leistung ersetzt. Der Kleine ist für seine knapp 120€ aber ein echt guter Dauerläufer und kann auch mal 2-3 Stunden am Stück laufen. Sehr gute Qualität.
2.) Der aktive Kühler besteht aus einem ausgedienten PC-Wasserkühlsystem und 2 Hochleistungs-Lüftern (Ultra Silent). Kostenpunkt damals - nur die Lüfter und ein guter Handel.
3.) Der Ausgleichsbehälter beinhaltet die 230V Förderpumpe und einen Mix aus Glysantin und destilliertem Wasser. Gibt zwar Leute, die von der Verwendung dieser mitgelieferten Tauchpumpen abraten, jedoch wüsste ich nicht, was dagegen sprechen würde - findet man auch daheim in Zimmerbrunnen.

LG - MTN
Eine Ausgabe-Karte für Lüfter, Minimalmengenschmierung und 230V-Steckdosen.
Dazu fertigte ich eine Leiterkarte mit 5V Spannungsreglung und diversen Anschlussplätzen. Das Problem bei dieser Karte bestand darin, dass die MX3660 über "Open-Collector"-Ausgänge verfügte, und damit hatte ich zuvor leider auch noch nie etwas zu tun gehabt.
Die Platine von der Rückseite:
Leider funktionierte meine Schaltung nicht so wie sie sollte. Genauer gesagt - es funktionierte im Grunde fast gar nichts.
Also bastelte ich die Platine um und setzte statt der Transistoren nun Koppelrelais ein. Diese Miniatur-Print-Relais haben eine erstaunlich hohe Schaltleistung von bis zu 1A - reicht vollkommen aus.
Die Karte ist auf dem Board installiert. Zur Erläuterung:
Die 4 Anschlussleitungen oben führen zu den 4 Gehäuse-Lüftern im Serverschrank. 2 oben, 2 unten. Dies maximiert die Luftzirkulation und minimiert die Staubablagerungen.
Die Anschlussleitungen daneben verlaufen zu 2 weiteren Ultra-Silent-Lüftern für die Wasserkühlung.
Am blauen Slot liegt die 12V Spannungsversorgung an. Links in der Mitte befindet sich die 5V Spannungswandlung, welche sämtliche Relais bestromt. Die vertragen nämlich keine 12V - und ich wollte auch nicht extra noch welche kaufen.
Die anderen beiden schwarzen Steckplätze mit den roten Steuerleitungen versorgen u.A. das Magnetventil der MMS mit Strom.
Die unteren beiden Relais, welche derzeit noch nicht belegt sind, sind für die spätere Erweiterung der Steuerung gedacht. Hier können später 2 x 230V-Steckdosen für z.B. einen Staubsauger oder einen Vakuumtisch angeschlossen werden. Die dazu passenden Steckdosen werden dann in der Seitenwand installiert.
Dies steht jedoch zum jetzigen Zeitpunkt noch aus.
Der Serverschrank bzw. die Steuerung ist nun soweit komplett. Auch der Dongle für den Frequenzumrichter (VFD) ist installiert. Ohne diesen RS485-Adapter würde die Steuerung keine Verbindung zum VFD aufbauen können. War sehr mühsam, alles Nötige zusammensuchen zu müssen - aber es hat geklappert
- die Steuerung funktioniert und die Spindel kann auf 10U/min genau angesteuert werden.
Die Nebenaggregate, welche ich bislang nur erwähnt hatte:
1.) 2-Kolben-Airbrush-Kompressor. Der Kleine reicht derzeitig noch für die Druckluftversorgung der MMS aus, wird später aber durch einen Silent-Kompressor mit wesentlich mehr Leistung ersetzt. Der Kleine ist für seine knapp 120€ aber ein echt guter Dauerläufer und kann auch mal 2-3 Stunden am Stück laufen. Sehr gute Qualität.
2.) Der aktive Kühler besteht aus einem ausgedienten PC-Wasserkühlsystem und 2 Hochleistungs-Lüftern (Ultra Silent). Kostenpunkt damals - nur die Lüfter und ein guter Handel
. 3.) Der Ausgleichsbehälter beinhaltet die 230V Förderpumpe und einen Mix aus Glysantin und destilliertem Wasser. Gibt zwar Leute, die von der Verwendung dieser mitgelieferten Tauchpumpen abraten, jedoch wüsste ich nicht, was dagegen sprechen würde - findet man auch daheim in Zimmerbrunnen
.
LG - MTN
Joungmerlin
Mitglied
Ich bin mal so dreist, und stell ne Zwischenfrage.
Um welche Tauchpumpe handelt es sich denn in deinem Ausgleichsbehälter?
Um welche Tauchpumpe handelt es sich denn in deinem Ausgleichsbehälter?
MT-Nord
Mitglied
Nö, nicht dreist Interessiert ^^.
Ist die standardmäßig bei der 2,2KW-Spindel mitgelieferte Pumpe, sofern man ein Komplettset kauft. Findet man auch in vielen Zimmerbrunnen, ab und an auch in Wohnwagen o.ä.
Bild suche ich heute Abend mal raus.
Bei meiner musste ich den Anschlussstutzen neu drehen, da keiner dabei war. Außerdem war es notwendig, einen Stutzen für den Rücklauf zu drehen, welcher direkt in einer Bohrung im Deckel eingelassen wurde.
Interessiert ^^. Ist die standardmäßig bei der 2,2KW-Spindel mitgelieferte Pumpe, sofern man ein Komplettset kauft. Findet man auch in vielen Zimmerbrunnen, ab und an auch in Wohnwagen o.ä.
Bild suche ich heute Abend mal raus.
Bei meiner musste ich den Anschlussstutzen neu drehen, da keiner dabei war. Außerdem war es notwendig, einen Stutzen für den Rücklauf zu drehen, welcher direkt in einer Bohrung im Deckel eingelassen wurde.
Joungmerlin
Mitglied
AH, ok.
Dachte das es ne Tauchpumpe aus dem PC Wasserkühlungsbereich wäre.
Dachte das es ne Tauchpumpe aus dem PC Wasserkühlungsbereich wäre.
MT-Nord
Mitglied
So, das letzte Teil wird gefräst:
Die neue Rückplatte. Eigentlich wollte ich das Material, aus dem ich die Platte nun fräse, als Bodenverstärkung verwenden - ist nun jedoch hinfällig. Die Platte ist wichtiger.

Wozu dieses Bild?
Das ist die erste richtige Passung, welche die neue Maschine angefertigt hat. 28mm im Durchmesser - und damit meine ich auch 28,00mm. Das 28mm-Kugellager musste ich mit dem Schraubstock einpressen, was wirklich hervorragend ist. Bis zu diesem Zeitpunkt hatte ich nur 3mm-Fräser, allerdings war ich sehr überrascht, wie schnell die Maschine tatsächlich arbeitet.

Was die Geschwindigkeit betrifft: Ich musste das Programm 2 mal neu schreiben, da jedes Mal die Fahrgeschwindigkeit viel zu gering war. Beim ersten Durchgang fräste die Maschine noch mit 500mm/min, was schon besser war als es die Stepcraft konnte. Also prügelte ich die Geschwindigkeit hoch - im 2ten Versuch waren es dann schon 800mm/min, aber da ging noch mehr.
Im 3ten Versuch landete ich dann bei stabilen 1.500mm/min - und der Fräser hielt.
Leider hatte ich in diesem Programm noch die alten Werte bezüglich der Spantiefe vermerkt, und noch einmal wollte ich das Programm nicht neu starten - also fräste das Maschinchen mit nur 0,5mm - dafür aber recht zügig. Im Räum-Bereich konnte ich mit bis zu 2.500mm/min fahren, im Randbereich drosselte ich dann jedoch wieder auf 1.500mm/min.
Ihr erinnert euch noch an den fetten NEMA32-Steppermotor? Dieser Sitz wird sein neues Zuhause...

Da werkelt sie - auf einem provisorischen Werktisch...

Die Platte wurde zunächst vorgefräst, sodass Konturen, Passungen, Bohrungen und Langloch für die Riemenspannung bereits vorhanden waren. Danach wurde die platte umgedreht und der NEMA32-Sitz inkl. der Montagebohrungen eingefräst. Die Späne sind allein von diesem letzten Abschnitt, da könnt ihr euch sicher vorstellen, was ich zu staubsaugen hatte, als die Platte mit den Passungen gefräst wurde. Hölle - aber machte trotzdem sehr viel Spaß, da ich weder Spindel noch Z-Achse festhalten musste. Bei der Stepcraft konnte nur durch Festhalten das Vibrieren auf ein Minimum reduziert werden.

LG - MTN
Die neue Rückplatte. Eigentlich wollte ich das Material, aus dem ich die Platte nun fräse, als Bodenverstärkung verwenden - ist nun jedoch hinfällig. Die Platte ist wichtiger.
Wozu dieses Bild?
Das ist die erste richtige Passung, welche die neue Maschine angefertigt hat. 28mm im Durchmesser - und damit meine ich auch 28,00mm. Das 28mm-Kugellager musste ich mit dem Schraubstock einpressen, was wirklich hervorragend ist. Bis zu diesem Zeitpunkt hatte ich nur 3mm-Fräser, allerdings war ich sehr überrascht, wie schnell die Maschine tatsächlich arbeitet.
Was die Geschwindigkeit betrifft: Ich musste das Programm 2 mal neu schreiben, da jedes Mal die Fahrgeschwindigkeit viel zu gering war. Beim ersten Durchgang fräste die Maschine noch mit 500mm/min, was schon besser war als es die Stepcraft konnte. Also prügelte ich die Geschwindigkeit hoch - im 2ten Versuch waren es dann schon 800mm/min, aber da ging noch mehr.
Im 3ten Versuch landete ich dann bei stabilen 1.500mm/min - und der Fräser hielt.
Leider hatte ich in diesem Programm noch die alten Werte bezüglich der Spantiefe vermerkt, und noch einmal wollte ich das Programm nicht neu starten - also fräste das Maschinchen mit nur 0,5mm - dafür aber recht zügig. Im Räum-Bereich konnte ich mit bis zu 2.500mm/min fahren, im Randbereich drosselte ich dann jedoch wieder auf 1.500mm/min.
Ihr erinnert euch noch an den fetten NEMA32-Steppermotor? Dieser Sitz wird sein neues Zuhause...
Da werkelt sie - auf einem provisorischen Werktisch...
Die Platte wurde zunächst vorgefräst, sodass Konturen, Passungen, Bohrungen und Langloch für die Riemenspannung bereits vorhanden waren. Danach wurde die platte umgedreht und der NEMA32-Sitz inkl. der Montagebohrungen eingefräst. Die Späne sind allein von diesem letzten Abschnitt, da könnt ihr euch sicher vorstellen, was ich zu staubsaugen hatte, als die Platte mit den Passungen gefräst wurde. Hölle - aber machte trotzdem sehr viel Spaß, da ich weder Spindel noch Z-Achse festhalten musste. Bei der Stepcraft konnte nur durch Festhalten das Vibrieren auf ein Minimum reduziert werden.
LG - MTN